Знакомимся с магнитами для сварки
Содержание:
- Основные критерии выбора
- Производители
- Стыковое соединение
- Разновидности сварочных приспособлений
- Основные критерии выбора
- Самодельные магнитные зажимы
- Возможные проблемы
- Делаем магнитную массу своими руками
- Сварочные магнитные угольники, их типы и возможности
- Ход работ по изготовлению самодельного магнитного угольника
- Виды магнитных держателей для сварки
- Приступаем к изготовлению магнитного уголка
- Выбираем правильный угольник: здесь и сейчас
- Своими руками
- Разновидности креплений и их предназначение
- Магнитный угольник для сварки своими руками
- Как вести сваривание
- Виды соединения
Основные критерии выбора
Для профессиональных работ следует выбирать инструмент высокого качества. Устройства подвержены воздействию высоких температур, снижающих коэффициент намагниченности у некачественных экземпляров. На приспособлении должны отсутствовать сколы, выемки и прочие дефекты в местах касания с зажимаемым изделием. Неровности не позволяют прочно фиксировать предметы под заданным углом.
Важно! К достоинству отключаемых уголков относят возможность отключать магнитное поле и на всем приспособлении, и на отдельных его гранях. Эти приборы уместны для мастеров, которые часто сваривают детали сложной конфигурации. Китайские угольники выделяются бюджетной ценой, но они не выдерживают температурных перепадов, поэтому быстро ломаются
Для сваривания изделий под различными углами рекомендуется выбирать настраиваемый механизм либо приобретать комплект, содержащий несколько видов инструментов для зажима под определенными ракурсами
Китайские угольники выделяются бюджетной ценой, но они не выдерживают температурных перепадов, поэтому быстро ломаются. Для сваривания изделий под различными углами рекомендуется выбирать настраиваемый механизм либо приобретать комплект, содержащий несколько видов инструментов для зажима под определенными ракурсами.
Производители
CIMCO – немецкая компания, предлагающая широкий ассортимент безопасного и качественного инструмента для различных сфер деятельности. Предприятие постоянно работает над внедрением современных технологий в производственный процесс.
ESAB – шведский промышленный концерн, один из лидеров рынка по производству и поставке продукции
Foxweld – торгово-производственная компания, предлагающая широкий спектр качественной продукции для сварщиков: оборудование, инструмент, расходные материалы, аксессуары.
БАРС – российский бренд сварочного оборудования и дополнительных приспособлений, безупречное качество которых обеспечивается строгой проверкой всех этапов производственного процесса. Производитель постоянно совершенствует свою продукцию.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Разновидности сварочных приспособлений
Зачем используются магнитные аксессуары в сварочных работах? Технология соединения деталей путем варки может потребовать от сварщика, например, размещения разных заготовок под углами от 30 до 90 градусов или же точной ориентации краев в одной плоскости. Особенно полезны такие магниты для сварки металлоконструкций из профильных труб. Добиться отменного качества можно только с использованием разного рода уголков и держателей.
Чаще всего в сварочной практике потребуются такие приспособления:
- Магнитные уголки (постоянные и отключаемые).
- Закрепляющие устройства (для фиксации в одном положении).
- Струбцины (используют для прижима деталей).
- Распорки (для создания зазоров).
Магнитные уголки
Способы применения
- Снизить трудоемкость процесса. Не нужно долго возиться с закреплением деталей.
- Возможность фиксировать части изделия практически под любым углом.
- Компактность приспособлений упрощает работу с ними.
- Автоматизировать процесс сварки. Отключаемые магниты позволяют быстро соединить и отсоединить крепеж.
Самые элементарные изделия имеют простые сварные соединения, но чаще они имеют сложные конфигурации и формы швов. Да и точность при такой работе никто не отменяет. Поэтому часто используют магнитные приспособления с различным функционалом: фиксированными и регулируемыми углами или же постоянные и отключаемые магнитные системы.
Конструкция постоянных магнитных уголков проста. Это две пластины из металла с расположенным между ними магнитом. Самая распространенная форма в виде домика с двускатной крышей, срезанным коньком и круглое отверстие посередине. Также есть и другие, для варки во всех трех координатах пространства, или попроще – четырехгранные или многогранники, а также цилиндры.
Отключаемые магниты
Их преимущество в том, что отключаемый магнит для сварки можно снять одним поворотом выключателя, после фиксации деталей точками сварки. Также это упрощает чистку магнита от стружки и мелких обрезков (в отличие от постоянного магнита).
Также все магнитные угольники могут быть стандартными или универсальными. Если стандартные имеют точно фиксированные углы, то универсальные позволят сварить две детали под углом, например, в 32 градуса.
Струбцины
Это приспособление предназначено для стягивания двух частей между собой и временной их фиксации.
Самая распространенная форма это в виде перевернутой на бок буквы «п». Одна сторона служит постоянным фиксатором, а с другой имеется винтовой прижим с резьбой.
Размер деталей, которые можно зафиксировать струбцинами, ограничивается их параметрами.
Такие прижимные устройства будут полезны не только при сварочных, но и в других видах слесарных работ.
Использование простое — детали размещаются в струбцине и затягиваются винтом.
Распорки
Принцип работы таких приспособлений, как и струбцин, основан на винтовой резьбе. Только функционирующих, наоборот, на разжимание.
Основные критерии выбора
Если магнитный держатель необходим для профессионального использования, то новичку сложно разобраться с моделями на рынке.
Ниже будут приведены основные критерии отбора такого приспособления с учётом многих факторов.
- Приобретение некачественного изделия осложнит выполнение сварочных операций на высоком уровне. Держатели подвергаются высокому температурному воздействию, что может привести к существенному снижению коэффициента намагниченности у плохих изделий. При покупке следует осмотреть изделие на предмет выявления механических повреждений. Даже небольшая выемка или неровность инструмента в месте соприкосновения с фиксируемыми элементами, не позволит выполнить работу под необходимым углом.
- Если часто приходится выполнять сваривание деталей под различными углами, то рекомендуется приобрести регулируемый держатель либо набор из нескольких треугольников.
- Не последним критерием выбора является цена. Стоимость многих моделей китайского производства бывает очень привлекательной, но нередко такие устройства выходят из строя после первого использования.
https://youtube.com/watch?v=leV2mDt_SQU
Самодельный магнитный уголок
Если нет желания или возможности приобрести фиксирующее устройство в магазине, то можно самостоятельно изготовить его из подручных материалов.
Магнитный держатель для сварки своими руками можно изготовить с использованием следующих материалов:
- магнит из мощного динамика;
- стальной лист толщиной 2,5 мм;
- термостойкий клей для металла;
- заклёпки.
Для проведения работ понадобятся следующие инструменты:
Самодельный магнитный держатель для сварочных работ изготавливается в такой последовательности:
- На металлическом листе с применением угольника и какого-либо острого предмета осуществляется разметка треугольной заготовки.
- С помощью болгарки заготовка вырезается строго по намеченным полосам.
- Вырезанная заготовка прикладывается к металлическому листу и снова производится разметка листа.
- Осуществляется вырезание точной копии предыдущей детали.
- Оба треугольника доводятся напильником таким образом, чтобы их боковые плоскости были идеально ровными, а детали являлись абсолютно одинаковыми.
- Треугольники совмещаются друг с другом, зажимаются в тисках и по их углам делаются отверстия диаметром, который равен толщине применяемой заклёпки
- Между двумя треугольниками помещается магнит из динамика, на плоскость которого предварительно наносится клей.
- Угольник размещают таким образом, чтобы отверстия пластин совместились и производят фиксацию их между собой заклёпками.
- Как клей полностью высохнет, изделие можно покрасить в любой цвет специальной термоустойчивой эмалью.
Если для проведения сварочных работ требуется более мощный держатель, то можно изготовить устройство по приведённой выше схеме. Только в качестве магнитного материала использовать неодимовые магниты из жёсткого диска компьютера. В этом случае можно получить бесплатное и качественное приспособление повышенной мощности.
При изготовлении самодельной конструкции применение клея и заклёпок является лучшим вариантом. Если применить болтовые соединения, то со временем крепление ослабнет от вибрации и высокой температуры.
Заключение
Использование магнитных угольников для сварки позволяет выполнить работы более качественно.
Стоимость нерегулируемых моделей с возможностью размещать заготовки в 3 позициях составит около 500 рублей, поэтому каждому сварщику по карману приобрести такое изделие. Если есть желание сэкономить и повысить свои навыки в самостоятельном изготовлении, то изложенные инструкции помогут изготовить магнитное приспособление своими руками.
Самодельные магнитные зажимы
Магнитный угольник для сварки можно сделать своими руками, это не составляет особого труда, тем более что информации по порядку производимых операций более чем достаточно.
Конструкция
 Магнитное приспособление или устройство, как правило, изготавливается из двух отдельных частей. Во-первых, это контакт или точка, в которой на держателе закрепляется подводящий кабель. Во-вторых, это сам магнит, который может иметь разные формы и габариты.
Магнитное приспособление или устройство, как правило, изготавливается из двух отдельных частей. Во-первых, это контакт или точка, в которой на держателе закрепляется подводящий кабель. Во-вторых, это сам магнит, который может иметь разные формы и габариты.
Две части сборного изделия для сварки соединяют посредством особого крепления, обеспечивающего их надёжную сцепку
При этом особое внимание обращается на общий вес, который не должен превышать определённого значения
Так, магнитные треугольники для сварки от компании ESAB имеют общий вес порядка 850 граммов и гарантируют удобство обращения с ними.
С учётом особенностей конструкции сварочных магнитов можно приступать к их непосредственной сборке.
Самостоятельное изготовление
 Потребуется достаточно «сильный» магнит, в качестве которого может использоваться основание пришедшего в негодность мощного динамика. Далее, необходимо будет найти подходящие к ним по размеру наборы толстых шайб в количестве двух штук.
Потребуется достаточно «сильный» магнит, в качестве которого может использоваться основание пришедшего в негодность мощного динамика. Далее, необходимо будет найти подходящие к ним по размеру наборы толстых шайб в количестве двух штук.
И, наконец, следует запастись дополнительными креплениями (болтом и гайкой), необходимыми для подсоединения зажима сварного кабеля. При сборке системы сначала в одной из шайб (которая будет служить контактной площадкой) просверливают отверстие под болт. После этого его вставляют в заготовку и приваривают.
После сваривания конструкцию в виде грибка тщательно зачищают напильником, а затем на неё нанизывается магнит от динамика. В завершении работ на выступающем штоке с резьбой крепят вторую шайбу и здесь же закрепляют конец кабеля, а затем всю конструкцию стягивают гайкой.
В конце обзора обратим внимание на то, что, несмотря на существенную экономию при , фирменные магниты всё же являются более надёжными и долговечными
Возможные проблемы
Прочность и качество шва будет зависеть от того, насколько полно вы сможете из бежать дефектов, характерных для такого вида соединений. К основным изъянам относятся следующие:
- Подрезы. Способствует их появлению электрическая дуга. Следы ее «коварства» предстают в виде небольших углублений на поверхности метализделий. При сварке снизу поврежденный участок можно закрыть наплавлением присадочного материала. Надо лишь дольше держать электрод при этом. Однако техника выполнения углового шва гораздо сложней. Нужно очень постараться, чтобы наплавить присадку на боковую поверхность. Вот почему на угловом шве углубления, как правило, присутствуют лишь на одном боку.
- Непровары на отрезках швов. Они встречаются чаще у тех сварщиков, кому еще надо накопить знаний в технологии производства угловых швов. Этот фактор сказывается так: рабочий в целях заполнения места стыковки чересчур энергично водит электродным кончиком по обе стороны. Но расплавленная масса, наоборот, стекает по ним, и цель – проварка шовного корня – остается недостижимой.
- Неверный катет. Качество сварки углового шва здесь зависит от умения определить требуемый режим напряжения, а потом управлять электродом с необходимой скоростью, стараясь удержать на одном уровне. Ток недостаточный? Электрод работает на малой скорости, а катет получится чрезмерно выпуклым. Из этого следует, что основной металл недостаточно поплавился. Повышенная сила тока и более быстрая скорость движения электродом? Катет получите вогнутый.
- Косой угол. Сварочные соединения отличаются, как правило, соответствующей формой к градусу угла. В этом и сложность – соблюсти точные размеры. Качество конструкции будет безнадежно испорчено, когда у приставной пластины неожиданно нарисуется наклон к одному из боков.
- Неровная наплавка металлом в боках стыковки. Высокая t, тяжесть кромок и электрода провоцируют расплавленную железную массу стекать вниз и сразу по сторонам. В результате может получиться так, что своей основной частью шов расположится на нижней поверхности. Верхний край, лишь прихваченный сваркой, уязвим перед деформацией. Чуть нагрузка – он и развалился.
- Прочие дефекты. Они представлены пустотами, лунками, вездесущими трещинами, непредсказуемыми свищами и кратерами, другими посторонними твердообразными включениями. Они могут заявить о себе в процессе.
Делаем магнитную массу своими руками
По сравнению с привычными видами зажимов цена магнитной клеммы для сварки значительно выше. Однако конструкция настолько проста, что ее нетрудно сделать своими руками из подручных материалов. Для этого достаточно простого инструмента, который найдется в любой домашней мастерской.
Самодельные приспособления обычно делают из магнитов от старых динамиков мощностью 10 — 15 Вт. Также потребуется обрезок листового железа толщиной 3 — 4 мм и болт с гайкой. Сборку магнитной массы для сварки своими руками выполняют в следующей последовательности:
- из железного обрезка вырезают болгаркой или вырубают зубилом две круглые шайбы размером равным внешнему диаметру магнита;
- края шайб обрабатывают напильником или на наждаке, чтобы не было заусенцев;
- на нижней шайбе, которая будет контактировать с металлом, по центру высверливают отверстие для головки болта;
- головку стачивают по высоте до толщины шайбы, вставляют в отверстие, приваривают;
- по центру верхней шайбы сверлят отверстие для болта;
- болт пропускают через отверстие магнита, с другой стороны надевают верхнюю шайбу;
- на выступающую часть болта с резьбой надевают наконечник кабеля, затягивают гайку.
Самодельная масса будет не отключаемая, но при аккуратном обращении прослужит не меньше заводской модели. Аналогично делают держатели электродов. Для увеличения усилия прижима используют более мощные неодимовые магниты от старых жестких дисков для компьютера.
Обзаводиться магнитной массой или нет, зависит от объема и условий работы. Если сваркой приходится заниматься от случая к случаю достаточно прищепки. При больших объемах работы, особенно с профильными материалами, магнитная масса поможет сократить затраты времени на подготовительные операции. У профессиональных сварщиков это приспособление занимает почетное место в наборе зажимов для разных видов металла.
Сварочные магнитные угольники, их типы и возможности
Под термином «магнитные угольники» понимают:
- Обычные магнитные уголки, обеспечивающие установку деталей под каким-то фиксированным углом.
- Магнитные струбцины, способные задавать практически любой угол удержания деталей.
Магнитные уголки могут обладать различной конструкцией. В частности, они могут представлять собой многоугольники, размер углов которых строго определен. Их мощность может быть различна. И это позволяет подобрать тот из них, который лучше всего соответствует размерам и массе свариваемых элементов. Кроме того, существуют включаемые сварочные угольники.
Что касается эксплуатационных особенностей магнитных угольников, то следует помнить, что они не должны находиться непосредственно в месте сварки или очень близко к нему. В случае перегрева их магнитные характеристики могут ухудшиться. Кроме того, на магнитах плохо сказываются сильные ударные воздействия.
Магнитные угольники с фиксированными размерами углов
Обычные магнитные угольники по сути своей являются ничем иным, как магнитами. И этим объясняется простота устройства этих приспособлений и их ценовая доступность. Они позволяют обеспечить надежную фиксацию элементов, которые могут быть представлены листовым металлом, уголками, профилем или трубами.
По форме обычные магнитные угольники могут быть:
- шестиугольными;
- треугольными;
- стреловидными.
Что касается шестиугольных приспособлений, то с их помощью можно задавать углы в 30°, 60° и 75°. Использование треугольных и стреловидных угольников позволяет скреплять детали под углами 45°, 90° и 135°.
Используя магнитные угольники с фиксированными размерами углов, следует помнить о присущем для них недостатке – небольшой силе установленного в них магнита. Что особенно характерно для дешевых изделий.
Включаемые угольники
Использованием включаемых (отключаемых) угольников упрощает работу по сварному монтажу металлоконструкций. Преимущества данных приспособлений состоят в следующем:
- Простота очистки выключенных магнитов от металлической стружки и опилок.
- Легкость регулировки положения свариваемых элементов при выключенном магните.
- Гарантированная надежность фиксации деталей при включении магнитов.
Большое достоинство приспособлений данного типа состоит в легкости их снятия в тот момент, когда необходимость в них отпадает. В конструктивном отношении, отключаемые угольники могут быть с фиксированными и регулируемыми углами.
Ход работ по изготовлению самодельного магнитного угольника
При помощи молотка и зубила я отделил «магнитную часть» динамика. (Она крепится на четырёх заклёпках).
После этого осталось извлечь магнит.
Далее я приступил к изготовлению пластин. Их я вырезал из старого оконного отлива. (Сам удивляюсь, но он был изготовлен из «чёрного» не оцинкованного железа, толщиной 1 мм!). Металл очень хорошо магнитился, что мне было необходимо в первую очередь.
При помощи слесарного угольника, приложив его и полученный магнит к заготовке, я определил размеры моего будущего изделия, начертил его и вырезал болгаркой:
Далее я разметил и вырезал углы. Углы вырезать необходимо по нескольким причинам:
Во-первых, при резке профильной трубы (а особенно, толстым кругом на отрезном станке, на краю остаются заусенцы. При сварке они легко расплавятся и не помешают. А вот угольник в них упрётся. Поэтому, после того, как трубы будут отрезаны по размеру, придётся зачищать эти заусенцы.
Во-вторых, если не будет в углу большого зазора, можно случайно приварить сам угольник к заготовке.
Вторую пластину я не размечал. Просто приложил к ней первую (уже с вырезами) и, по этому шаблону, отметил и тоже вырезал:
Далее я занялся «тонкой подгонкой». Ведь, болгаркой вырезать очень точно не представляется возможным, а точность нужна до долей миллиметра. Поэтому, доводить пришлось вручную.
Виды магнитных держателей для сварки
Магнитный угольник представляет собой механизм для зажима одной детали или стыковки двух ее частей, обеспечивающий поддержку в заданном положении при сварке. Он пригоден для однократной процедуры и серийного производства. Различаются устройства конструкцией и особенностями работы. Различают такие сварочные магниты:
стандартный угольник с неотключаемым магнитом и стационарными углами;
струбцина – гибкое приспособление с возможностью настраивать углы, уместно для изделий различной сложности;
держатели с различной мощностью – применяют для удержания заготовок с разными характеристиками: для мелких – маломощные, для крупных – большой мощности;
отключаемые модели – после отключения держатели сами отсоединяются, элемент высвобождается без усилий;
универсальные угольники – оснащены несколькими углами с часто используемыми параметрами для выполнения сложных и простых работ;
трехкоординатные и четырехугольные приспособления – уместны для сваривания в сложных высокотемпературных условиях, в них используют ферритные магниты, выдерживающие перепады температуры, и цилиндр ы.
Приступаем к изготовлению магнитного уголка
Для начала необходимо разметить оцинкованный лист. Для этого, при помощи монтажного угольника, на металле размечаем ровный квадрат. Здесь необходима точность, все его углы должны быть идеально прямыми. После разметки квадрат необходимо разделить на две части по диагонали.
ФОТО: YouTube.comПри помощи монтажного угольника на оцинкованный лист наносим разметку
Когда разметка сделана, в работу включаем болгарку. При помощи УШМ нужно аккуратно вырезать квадрат и разделить его по отмеченной линии. В этой работе главное – точность. С трясущимися руками за подобное браться даже не стоит.
ФОТО: YouTube.comЭлементы будущего магнитного уголка вырезаем строго по размеченным линиям
Получившиеся уголки слегка обрабатываем: с них нужно снять фаску, чтобы избежать травм при дальнейшей работе. Также необходимо срезать углы, которые будут мешать впоследствии, если останутся.
ФОТО: YouTube.comЗаготовки сделаны, теперь можно приступить к сборке магнитных уголков
Выбираем правильный угольник: здесь и сейчас
Здесь все просто: для простых домашних сварочных работ вам понадобятся незатейливые по своей конструкции держателей. Сложные процессы подразумевают фиксаторы с технологическими наворотами – от отключаемых магнитов до жаростойких вариантов, от простых уголков до 3D моделей.
Так или иначе, качественный магнитный держатель для сварки обязательно должен быть устойчивым к значительным механическим нагрузкам и иметь достаточную прочность на разрыв. В конце концов, речь идет о фиксации не пушинок, а тяжелых металлических деталей. Наши угольники должны быть способны их фиксировать окончательно и бесповоротно. Только в таких случаях сварочные держатели будут иметь смысл вообще.
Если вы занимаетесь сложными сварочными работами, и если у вас есть возможность, то лучше всего выбрать качественные держатели с включаемыми/отключаемыми магнитами. Такие приспособления помогут вам включать или выключать не просто весь угольник, а отдельные грани.
Такой режим делает возможной самостоятельную работы со сложными задачами. Уголки такого класса обычно изготовлены из хромированного металла с повышенной прочностью.
Стоимость сварочных держателей нельзя назвать низкой, это недешевые устройства. Цена зависит от количества стандартных углов, мощности притяжения, регулировочных механизмов, торговой марки и т.д. Самые простые экземпляры стоят около четырехсот рублей, стандартный комплект – в пределах тысячи рублей. Ну а профессиональные магнитные приспособления для сварки с технологическими дополнениями повышаются в цене до 3000 – 5000 рублей.
Своими руками
Некоторые мастера любят создавать приспособления самостоятельно, а не покупать промышленный вариант. Для таких исполнителей далее представлена инструкция по изготовлению всех типов аксессуаров с магнитами. Мы не призываем копировать приведенные ниже инструкции и видеоролики, а предлагаем рассматривать их как подсказки для идей.
Угольник – держатель
Магнитные уголки для сварочных работ имеет довольно простую конструкцию, поэтому сделать подобное изделие своими руками просто. Мастеру понадобится металлический лист толщиной 2-3 мм.; магнит; крепежные изделия: винты и гайки.
Алгоритм изготовления:
1. На металлическом листе с помощью линейки и фломастера необходимо вычертить контур будущего изделия. Форма может быть разной, но наиболее оптимальной конфигурацией являются треугольник и трапеция.
Важно! Углы должны быть максимально прямыми.
2. Болгаркой нужно вырезать две заготовки одинаковой величины и формы, затем отшлифовать их с торцевой и лицевой сторон.
Важно! Углы обоих пластин должны совпадать.
3. Магнит фиксируется между заготовок, производится сборка.
4. Для сборки следует высверлить отверстия: для треугольной формы – три, для трапеции – пять. С помощью болтов и гаек нужно собрать изделие. Гайки необходимо накрутить не только на конец болта, но и между металлическими пластинами для предотвращения изгиба изделия при вкручивании болтов.
5. Хвостики болтов, выходящие за пределы гаек, следует обрезать.
Важно! Следует выбирать немагнитные болты или гайки. Если таковых в распоряжении нет, то можно использовать алюминиевые или медные трубки в качестве торцевых заглушек
Это исключит возможность загрязнения магнита и его размагничивания.
6. Рекомендуется еще раз проверить расстояние между углами.
7. Магнитный уголок готов к использованию.
Видео
Держатели горелки
Держатель горелки имеет более сложную конструкцию, поэтому необходимо будет приложить больше усилий для его самостоятельного изготовления. Исполнителю понадобится магнит, крепежные изделия: немагнитный болт и гайка, металлический лист 3-4 мм.
Опора держателя может быть различной формы. Сварщик может вырезать заготовку, шаблон которой будет аналогичен промышленным моделям, а также разработать индивидуальную форму. Все зависит от умения пользоваться болгаркой, поставленных задач и фантазии сварщика.
- Из листового металла необходимо вырезать заготовку нужной конфигурации и отшлифовать ее с торцевой и лицевой сторон.
- На расстоянии 20-30 мм. от нижнего края согнуть заготовку под прямым углом, затем прикрутить изделие к магнитному основанию.
- Хвостик болта, выходящий за пределы гайки, следует обрезать.
- Приспособление готово к применению.
Держатели массы
Процесс изготовления держателя массы отличается простотой. Сварщику понадобится минимум инструментов. Необходимые детали могут оказаться под рукой. Подробная и понятная любому мастеру инструкция представлена в отдельной . Видео поможет наглядно изучить процесс.
Сварочное зеркало
Ориентируясь на покупное, умелец-самодельщик сможет смастерить самодельное магнитное зеркало сварщика
Для изготовления магнитного зеркала для сварки исполнителю не понадобится выполнять раскрой металла. В наличии должны быть магнит, латунная гнущаяся штанга длиной 400-500 мм., зеркало, габариты которого не превышают 100 мм. с одной стороны; крепежные изделия; шарнирный держатель.
С помощью шарнирного держателя зеркало крепится к гибкой штанге, которая после с помощью болтов и гаек крепится к магниту.
Разновидности креплений и их предназначение
Чтобы сварочный шов получился прочным и надежным, свариваемые заготовки необходимо зафиксировать. Для этого существует множество различных видов оснастки, универсальной и специализированной. В их число входят:
- отключаемые магниты для сварки;
- винтовые струбцины;
- винтовые распорки;
- магнитные уголки.
Отключаемые магниты
В этом типе оснастки есть возможность управлять интенсивностью магнитного поля, включая и выключая его. Этот эффект достигается за счет поворота внутри корпуса одного магнита относительно другого так, что их магнитные поля либо взаимно усиливаются, либо нейтрализуют друг друга, и поле за пределы корпуса не проходит. Отключаемые магниты ставятся и снимаются с заготовок одним движением пальца. Особенно удобны такие устройства при необходимости откорректировать положение заготовок. Еще одно достоинство — после отключения такого держателя все опилки, обрезки, стружка и другие мелкие металлические отходы осыпаются с него, облегчая уборку
Отключаемый магнит
Струбцины
Оснастка предназначена для надежного прижатия заготовок друг к другу. Внешняя часть ее, выполненная в форме прямого (или другого) угла с вырезанной вершиной, является фиксирующей частью, а внутренняя, снабженная устройством винтовой подачи — это прижимное приспособление. По сути, это тиски с губками, загнутыми под углом. Детали (профиль или пруток) помешаются в струбцину и прижимаются друг к другу винтом.
Размеры и форма деталей ограничены размерами струбцины. Ее можно применять не толь для сварочных, но для других слесарных работ.
Струбцина
Распорки
Распорки применяют для создания необходимого зазора между подлежащими сварке заготовками. Домашние мастера выбирают для этого обрезки труб и профиля из ящика с отходами, но намного удобнее пользоваться промышленным изделием. Распорка также оснащена винтом и представляет собой «струбцину наоборот». Ее можно отрегулировать на любой требуемый зазор в пределах хода винта. Распорки и сварочные магниты часто применяются вместе.
Магнитные уголки
Одним из наиболее часто применяемых устройств является уголок. Его основные преимущества:
- Снижает трудоемкость процесса сварки. Время на фиксацию заготовок сокращается в несколько раз.
- Детали можно закреплять практически по д любым углом между ними.
- Устройство компактное, не мешает сварочным работам.
- Время на снятие оснастки также сокращается в несколько раз по сравнению со струбцинами.
Магнитный уголок
Магнитные уголки выпускаются как с фиксированными углами, так и с произвольно изменяемыми. Для этого их оснащают шарнирным устройством с фиксатором.
Конструктивно оснастка состоит из двух металлических пластин, вырезанных из листового металла, и закрепленных между ними постоянных магнитов. Наиболее популярны универсальные плоские уголки, напоминающие дом со срезанной крышей. Но существуют и трехкоординатные пространственные фиксаторы в виде многогранников или цилиндров. Они позволяют собирать весьма сложные пространственные конструкции, такие, как опоры линий электропередач, пространственные фермы и т.п.
Магнитный угольник для сварки своими руками
Если в силу каких-то причин представленный в магазинах ассортимент магнитных угольников, предназначенных для работы с трубами различного сечения, уголками, полосами, профильными деталями, элементами из листового, сплошного и прочего металла, не устраивает, то сделать такое приспособление несложно и своими руками. Такой простой в исполнении и недорогой инструмент верой и правдой послужит в бытовых сварочных и монтажных работах дома и в подсобном хозяйстве. Способов конструирования может быть несколько, наиболее распространённый и денежно не затратный выглядит следующим образом:
В качестве металлической основы из подходящей марки стали вручную, болгаркой или с помощью лазерной резки выпиливаются пластины с точными углами рабочих плоскостей. Обезопасить магнит от налипания металлических стружек, опилок и прочего, а также для дополнительной жёсткости конструкции используется проставка (например, из фанеры). Эта деталь по периметру будет чуть меньше (на 3-4 мм) пластин из п. 1, под магнит выполняется сквозное отверстие
Внутрь вкладывается магнит произвольной (чаще всего круглой) формы – важно лишь, чтобы он не выступал за контуры внешних пластин и имел центральное отверстие для возможности его жёсткой фиксации. Процесс сборки заключается в строго параллельном складывании всех деталей, для большей надёжности обработке их клеем и фиксации алюминиевыми заклёпками
При использовании как магазинных образцов, так и выполненных самостоятельно, следует помнить о рекомендуемых для магнитных приспособлений рабочих тепловых режимах: высокая температура и сильный нагрев магнитного фиксатора способны привести к утрате им магнитных свойств.
Лерка для нарезки резьбы. Раскрываем особенности работы
Якорь на перфоратор. Замена или ремонт?
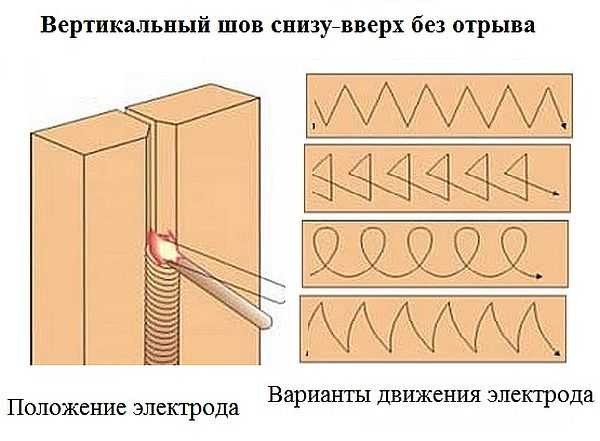
Как вести сваривание
На производство угловой сварки влияет расположение плоскости. Охарактеризуем основные приемы ведения процесса.
Нижний. Здесь рациональней использовать прием, известный как «лодочка». Она придаст нужное качество шву, заметим, что с ним справляются даже дебютанты на ниве сварки.
Конфигурации придается V-образная форма. Она становится похожей на лодку. Потому способ так и нарекли.
«Лодочка » почти исключает появление изъянов в виде непроваров или подрезов кромок. Надо сильно постараться, чтобы они вдруг образовались. На практике сварка углового шва порой проходит в условиях, не столь комфортных, как описано выше.
Тут качество может оказаться уже под угрозой. Даже в горизонтальной плоскости верх самого угла рискует остаться плохо проваренным. Вертикальная плоскость уязвима в отношении подрезов.
Этому поспособствует расплавленное железо, которое, не исключено, будет пытаться «сбежать» вниз. Предотвратит нежелательные последствия нехитрая уловка в управлении, на которую электрод чутко реагирует.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.