Гост 25229-82 основные нормы взаимозаменяемости. резьба метрическая коническая
Содержание:
- Разновидности дюймовых резьб
- Особенности дюймовой конической резьбы
- Несколько слов о нарезке резьбы
- Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
- Схема и технические характеристики
- Что такое дюймовые метчики и дюймовая резьба
- Подготовка к нарезанию внутренней резьбы
- Виды и классификация: дюймовая Fanuc и другие
- Резьба трубная коническая, R (BSPT, K)
- Достоинства и недостатки резьбовых соединений
- Технология нарезания внутренней резьбы
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16″1/8″ | — | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″3/8″ | — | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″3/4″ | 5/8″7/8″ | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″1 1/4″1 1/2″2″ | 1 1/8″1 3/8″1 3/4″ | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″3″3 1/2″ | 2 1/4″2 3/4″3 1/4″3 3/4″ | 65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″5″6″ | 4 1/2″5 1/2″ | 113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. |
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Несколько слов о нарезке резьбы
Достаточно часто нарезание резьбы выполняется самостоятельно при помощи различных приспособлений (плашки, метчики). Для выполнения работ с невысокими требованиями по надежности такой подход вполне допустим, а вот для серьезных соединений лучше все-таки использовать трубы, резьба на которых нарезана на токарных станках.
Это связано с тем, что размер трубной резьбы стандартизирован, кроме того, для получения надежного соединения ее параметры на стыкуемых элементах должны максимально совпадать. Нарезка при помощи плашки не дает такого качества, в этом случае можно говорить только об относительной соосности и размере зуба.
Все это приводит к необходимости применять большее количество подмоточного материала, что впрочем не всегда дает гарантию герметичности соединения.
Цилиндрическая трубная резьба
Чаще всего нашими производителями выполняется трубная цилиндрическая резьба (Витворда или BSW), она обеспечивает высокое качество соединения. По классификации BSW относится к дюймовым резьбам, профиль зуба, который представляет собой равнобедренный треугольник, с углом вершины в 55 градусов.
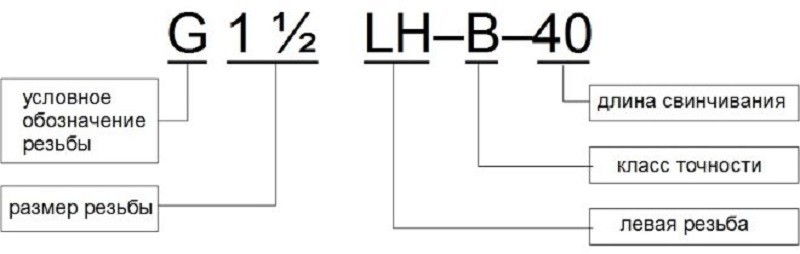
Стандартное обозначение резьбы такого типа выглядит следующим образом:
G 11/2 — А, где
G — принятое обозначение резьбы;
11/2 —размер условного прохода (дюймы);
А — класс точности, в данном случае первый.
Размеры резьб такого типа нормированы ГОСТом 6357-81, самыми ходовыми являются резьбы на четверть, половину, три четверти, один и два дюйма. Все размеры трубных резьб цилиндрического типа сведены в удобную для чтения таблицу.
Резьбы конического типа
Трубы с такой резьбой применяются несколько реже, это объясняется необходимость обязательного применения герметиков для обеспечения надежности и качества соединения.
При помощи такой резьбы могут выполняться соединения труб различного диаметра, при этом следует следить за совпадением маркировки, как на муфтах, так и на самих трубах.
Классификация трубной резьбы такого типа несколько расширена, об этом судить по применяемым обозначениям:
- R — резьба наружная коническая
- Rc — резьба внутренняя коническая
- LH — резьба левого направления
Так же как и в случае с цилиндрической резьбой наиболее ходовыми считаются диаметры от четверти до двух дюймов. Все размеры резьб трубных, конического типа, также сведены в общую таблицу. Исходя из этих данных видно отличия профиля резьбы между двумя этими типами соединений.
Коническая и цилиндрическая резьба применяется у нас чаще всего, но существуют и другие типы соединений, которые тоже можно встретить.
Резьба NPSM
Так называемая резьба американского типа (стандарт NSI/ASME) представляет собой разновидность обычной цилиндрической трубной резьбы.
Ее профиль так же представляет собой равнобедренный треугольник, разница заключается только в угле вершины (60 градусов). Остальные размеры резьбы NPSM (дюймового типа) практически не отличаются от отечественных стандартов.
Резьба сантехническая круглая
Подобная резьба применяется для соединений, которые подвергаются частой сборке и разборке. Круглая сантехническая резьба отличается профилем зуба, если у других типов он имеет форму треугольника, то в данном случае применяется закругленная форма. Такая геометрия позволила добиться существенного увеличения срока службы, повысила сопротивление к различным нагрузкам. Именно благодаря своим свойствам резьба подобного типа применяется на различной запорной арматуре, смесителях, кранах. Герметичность соединения элементов с такой резьбой не нарушается даже в случае попадания в него посторонних предметов (загрязнения), поэтому требования к герметизирующим подмоткам не такие жесткие.
При сборке различных коммуникаций следует учитывать особенности каждого вида резьб, только так можно подобрать наиболее оптимальный для различных конструкций вариант. Профессиональный сантехник должен знать, в чем различия, какова сфера применения, а также то, что основные характеристики, которыми отличается резьба трубная — размеры и профиль, определяют свойства соединения. Если у вас нет соответствующего опыта, лучше всего доверить выбор профессионалу, это станет гарантией качества и долговечности соединения труб.
Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
Коническая трубная резьба широко используется в создании трубопроводов, работающих под давлением (водопровод, отопление, топливные магистрали и газопроводы), поскольку обеспечивает герметичность соединений даже при напоре в десятки МПа.
Когда говорят об универсальности конической нарезки, имеют ввиду возможность ее монтажа совместно с цилиндрическими муфтами. К такому типу соединения приходится прибегать при подключении к трубам, у которых частично разрушилась или деформировалась внутренняя резьба, а заменить дефектный участок или решить проблему сваркой не представляется возможным.
Впрочем, при соблюдении установленных норм взаимозаменяемости по ГОСТ 6357-81 внутренняя трубная цилиндрическая резьба может идти в соединении с конической. Но в этом случае должна выдерживаться длина ввинчивания отдельных элементов, допуски по диаметру и класс точности исполнения.
Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
Давая классификацию соединений, мы сознательно не коснулись всего многообразия резьбовых профилей. Потому как для нарезки винта на конических трубах подходит только треугольная форма – самая надежная и прочная. Правда, она имеет несколько вариантов исполнения вершины и основания ниток в зависимости от применяемых стандартов. И вот здесь уже возможны отличия.
Так называемая британская трубная коническая резьба имеет профиль треугольника со скругленными зубцами и ответными впадинами (стандарт BSPT). Это позволяет использовать ее одновременно с жидкими герметиками и уплотняющими лентами. Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Отечественный аналог – ГОСТ 6211 81 жестко регламентирует параметры дюймового конического профиля:
- Уклон по отношению к осевой линии трубы (конусность) выдерживается на уровне 1:16. При этом ее длина и выбранный размер сечения роли не играют.
- Конусное соединение допускается только для труб, диаметр которых не превышает 6ʺ, так что резьба тоже имеет соответствующие ограничения по размеру.
В профиле NPT равнобедренные треугольные витки (α=60º) имеют плоские вершины с такими же ответными основаниями. Винтовая нарезка выполняется в соответствии с американскими стандартами UNS (с крупным шагом), UNF и UNEF (с мелким и особо мелким). Здесь более скромный выбор диаметра: от 1/16ʺ до 4 дюймов. У нас для такого типа соединений разработан отдельный ГОСТ на коническую резьбу 6111-52 (дюймовая) и ГОСТ 25229-82 (метрическая).
Винт с углом профилей в 60º работает на смятие, создавая герметичное, но неразъемное соединение. Применяется в машино- и станкостроении для трубопроводов, в которых циркулируют ГСМ, вода или газообразные рабочие среды под давлением. Коническая трубная резьба способна выдержать максимально-возможное давление.
Обозначения: метчик, чертежи
ГОСТ для конической резьбы предусматривает следующие обозначения:
- R или Rc – наружная или внутренняя. Следом обязательно указывается номинальный диаметр, выраженный в дюймах.
- LH – левая. Если конусная резьба имеет правое исполнение, в обозначении эта маркировка отсутствует (параметр по умолчанию).
- Rр – указывает на цилиндрическую форму внутренней нарезки, совместимую с наружной конусной.
Применяйте конусную резьбу по назначению
Американское обозначение трубной конической резьбы сложнее, но информативнее. Помимо уточнения положения нарезки (MNPT – наружная, FNPT – внутренняя) в маркировке указываются следующие параметры:
- номинальный диаметр;
- число витков на единицу длины;
- группа по типу исполнения профиля;
- класс точности для наружной (А) и внутренней нарезки (В).
ПОСМОТРЕТЬ ВИДЕО
Диаметр задается в дюймах дробью или по присвоенному номеру. Коническая трубная резьба часто применяется в соединениях комуникаций. Конусная дюймовая труба одна из самых популярных в использовании в местах с большим давлением.
Схема и технические характеристики
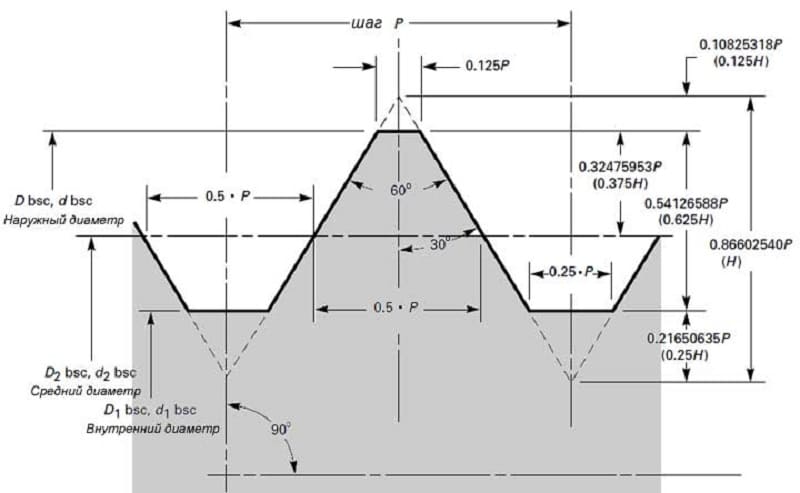
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) – внешний диаметр;
- d1, D1 – внутренний диаметр;
- d2, D2 – средний (промежуточный) диаметр;
- p – шаг профиля;
- f – угол конуса;
- H- высота исходного треугольника;
- Н1 – рабочая высота профиля;
- R – радиус закругления впадины и вершины;
- C – срез впадины и вершины.
Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер (“) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21.22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота – 0.86 мм.
Технология нарезки
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является , который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Статья рассказывает о вещах, которые необходимо знать при работе с конической резьбой. Но для начала следует рассмотреть, для чего сейчас применяется металлическое резьбовое соединение.
Железные трубы в настоящее время можно встретить лишь в домах, которые не ремонтировались на протяжении нескольких десятилетий. Железо было вытеснено трубами из металлопластика и полипропилена. Последние разработки позволяют обеспечить полную герметизацию соединения, что привело к отказу от стали в качестве материала для стояков и других систем.
Но в местах с необходимой надежностью, превышающей обычные значения, использование металла продолжается и является зачастую единственным выходом из ситуации.
Этому есть две основные причины:
- механические нагрузки извне;
- большие значения давления в трубопроводе.
Например, проезжающий автомобиль легко раздавит неглубоко закопанную пластиковую трубу, в то время как труба, скорее всего, выдержит эту нагрузку.
Стоит учесть, что сваркой соединять канализационные и водопроводные трубы не везде возможно и желательно. К этому может привести невозможность доступа к месту сварки или опасность взрыва. Также, зачастую требуется создать разъемное соединение, позволяющее присоединять к трубе по необходимости различные измерительные устройства. Соединения посредством резьбы и применяются с этой целью. Особенность в виде гладких краев резьбы обеспечивает плотность соединения при помощи герметиков или специальных .
Что такое дюймовые метчики и дюймовая резьба
Метчик — это, пожалуй, самый распространенный инструмент для нарезания внутренней резьбы, который применяют повсеместно. Резьбу нарезают в новых изделиях как машинным, так и ручным способом, а также производят восстановление изношенной.
Очень часто именно с восстановлением резьбы при ремонте техники связано применение дюймовых метчиков, так как большое количество техники, применяемой сегодня у нас, произведено по европейским или американским стандартам.
Чтобы разобраться, какими бывают дюймовые метчики, необходимо разобраться в том, что такое дюймовая резьба, для которой они предназначены.
Понятие дюймовой, в отличие от метрической, включает в себя довольно большое количество разных резьб, которые имеют различный шаг и угол профиля.
Поэтому для выбора правильного метчика необходимо знать несколько определяющих параметров. Все дюймовые резьбы обозначаются диаметром в дюймах (дробь), а также шагом в нитках (витках) на 1 дюйм.
А на деталях или инструментах не всегда есть маркировка типа, к которому она относится. Именно это и вызывает путаницу.
Прежде всего, существует 5 стандартов, в которых прописаны параметры всех наиболее часто применяемых:
- DIN ISO 228 (также DIN 2999, DIN 259 ГОСТ 6357-81) — определяет параметры трубной цилиндрической дюймовой резьбы. Угол профиля составляет 55°. Имеет только четыре значения шагов — 11, 14, 19 и 28 ниток на дюйм. Обозначается G (реже Rp), а также соответствует резьбе BSP (британский стандарт трубной).
- BS 84 (ранее DIN 11) — определяет параметры резьб британского стандарта BSW (Ww) и BSF, резьбы Уитворта и резьбы с мелким шагом соответственно. Угол профиля составляет 55°.
- ANSI/ASME B 1.1 — это американский стандарт, который определяет резьбы семейства унифицированных: UNC, UNF, UN, UNEF, UNS. Угол профиля составляет 60°, как и у метрической. Наиболее часто встречаются UNC и UNF, с крупным и мелким шагом соответственно. К примеру резьба 1/4 » с 20 нитками на дюйм — это UNC, а 1/4″ с 28 нитками на дюйм — это UNF. UNEF — это резьба с особо мелким шагом.
- ANSI B.1.20.1 (также ГОСТ 6111-52) — это стандарт для конической трубной резьбы, которая в американском стандарте обозначается NPT (конусность 1:16). Угол профиля составляет 60°. В ГОСТ 6111-52 она обозначается буквой К — коническая дюймовая. В американском стандарте также описывается цилиндрическая трубная NPS.
- DIN 40 430 — это также стандарт трубной резьбы, обозначаемой PG. У нас практически не встречается.
Как видно, запутаться в таком количестве обозначений довольно легко, поэтому при заказе инструмента нужно быть внимательным. Если есть возможность, необходимо проверить резьбу калибром или проконсультироваться со специалистами.
Как правило, для одного и того же диаметра в дюймах у каждой резьбы свой шаг, поэтому по каталогу можно определить, к какому типу она относится. Наиболее часто встречаются такие: G, UNC и UNF.
Остальные довольно редкие, но их тоже нужно иметь в виду.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- Метрическая (с углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- Дюймовая (α=55º), чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.

- LiveJournal
- Blogger
Нормальная
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Мелкая
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток при d от 1/16ʺ до 3/8ʺ.

- LiveJournal
- Blogger
Резьба трубная коническая, R (BSPT, K)
Данный стандарт используется в трубных конических соединениях и соединениях внутренней цилиндрической и наружной конической резьбы. Взаимозаменяема с ГОСТ 6211-81 и BSP (British standard pipe tapered thread). Уплотнение в соединениях с использованием BSPT выполняется посредством смятия резьбы в области соединения при ввертывании штуцера.
По ГОСТ 6211-81 коническая трубная резьба используется для создания герметичности трубопровода под высоким давлением.
Для резьбы свойственны стандарты:
- ГОСТ 6211-81
- ISO R7
- DIN 2999
- BS 21
- JIS B 0203
Параметры резьбы: дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34′48″) и углом профиля при вершине 55°.
Примеры условных обозначений резьбы (по ГОСТ 6357-81):
R 1.1/4, R 1.1/4 Rp 1.1/2 Rс 1.1/4 R 1.1/4 LH Rp 1.1/2 LH Rс 1.1/4 LH Rс/R 1.1/4 LH.
где:
R – означает резьба наружная коническая; Rp – резьба внутренняя цилиндрическая; Rс — резьба внутренняя коническая; Rс/R — в числителе указывается обозначение внутренней резьбы, а в знаменателе – наружной резьбы; 1.1/4, 1.1/2 — размер резьбы; LH – обозначение для левой резьбы;
Обозначение размера резьбы, шаги и номинальные значения основных размеров трубной конической (наружной и внутренней) резьбы. Допускается использовать более короткие длины резьб.
|
Обозначение размера резьбы |
Шаг Р |
Длина резьбы |
Диаметр резьбы в основной плоскости |
|||
|
Рабочая |
От торца трубы до основной плоскости |
Наружный d=D |
Средний d2=D2 |
Внутренний d1=D1 |
||
|
1/16″ |
0,907 |
6,5 |
4,0 |
7,723 |
7,142 |
6,561 |
|
1/8″ |
6,5 |
4,0 |
9,728 |
9,147 |
8,566 |
|
|
1/4″ |
1,337 |
9,7 |
6,0 |
13,157 |
12,301 |
11,445 |
|
3/8″ |
10,1 |
6,4 |
16,662 |
15,806 |
14,950 |
|
|
1/2″ |
1,814 |
13,2 |
8,2 |
20,955 |
19,793 |
18,631 |
|
3/4″ |
14,5 |
19,5 |
26,441 |
25,279 |
24,117 |
|
|
1″ |
2,309 |
16,8 |
10,4 |
33,249 |
31,770 |
30,291 |
|
1.1/4″ |
19,1 |
12,7 |
41,910 |
40,431 |
38,952 |
|
|
1.1/2″ |
19,1 |
12,7 |
47,803 |
46,324 |
44,845 |
|
|
2″ |
23,4 |
15,9 |
59,614 |
58,135 |
56,565 |
|
|
2.1/2″ |
26,7 |
17,5 |
75,184 |
73,705 |
72,226 |
|
|
3″ |
29,8 |
20,6 |
87,884 |
86,405 |
84,926 |
|
|
3.1/2″ |
31,4 |
22,2 |
100,330 |
98,851 |
97,372 |
|
|
4″ |
35,8 |
25,4 |
113,030 |
111,551 |
110,072 |
|
|
5″ |
40,1 |
28,6 |
138,430 |
136,951 |
135,472 |
|
|
6″ |
40,1 |
28,6 |
163,830 |
162,351 |
160,872 |
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.