Изготовление приспособления для заточки свёрл своими руками
Содержание:
- Выполнение заточки резцов для токарного станка
- Шаг 19: Закрепляем на бруске
- Приспособление для правильного угла заточки сверла
- Угол заточки
- Видео описание
- Коротко о главном
- Как правильно выбрать оборудование
- Как лезвие приходит в негодность
- Как изготовить станок для заточки спиральных сверл
- Обзор видов
- Простейшие заточные приспособления
- Угол заточки сверл
Выполнение заточки резцов для токарного станка
Токарные резцы состоят из двух основных элементов – стержня-основания, при помощи которого инструмент закрепляется в станке, и головки. Обработка металла осуществляется кромкой, образующейся объединением основной (задней) и передней поверхностей. При работе инструмента первостепенное значение имеют углы. Их несколько, в общей сумме они составляют 90°.
По специфике применения резцы могут делиться на такие виды:
- расточные;
- для нанесения резьбы;
- торцовочные;
- для выполнения канавок, фасок;
- фасонные.
Токарные резцы могут иметь съемные режущие пластины. Подобный инструмент не подлежит восстановлению. Остальные же варианты нуждаются в постоянном обновлении режущих поверхностей. Обработка осуществляется на станках для заточки резцов. Большие предприятия чаще всего имеют стационарно установленные агрегаты и целые подразделения работающих на них специалистов.
В домашних же условиях это может быть ручной вариант точила. Резцы подносятся к вращающемуся обтачному кругу, ход процесса оценивается визуально
В данном случае очень важно правильно выбрать абразивный материал. Для инструмента из твердосплавных материалов понадобятся зеленые карборундовые круги
А резцы из быстрорежущей или углеродистой стали хорошо восстановятся после заточки корундовыми кругами средней твердости. Такой способ заточки, безусловно, уступает обработке на электронных станках, но при соблюдении определенных правил может быть вполне эффективным:
Для ручного варианта заточки резцов важно правильно подобрать абразив
- в ходе заточки следует поливать инструмент водой в месте соприкосновения с обтачным кругом;
- при заточке сухим способом инструмент после обработки нельзя опускать в воду – появятся трещины;
- нажим на абразивный круг в ходе обработки должен быть одинаковым, несильным.
После заточки обязательно требуется выполнить доводку резцов (4 мм от края режущей части): твердосплавный инструмент необходимо доработать медным оселком, смазанным специальной пастой, другие виды – оселком средней абразивности с применением керосина или машинных масел.
Шаг 19: Закрепляем на бруске
Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
Приспособление для правильного угла заточки сверла
Как без большого труда и навыков затачивать сверла с правильным углом заточки? К сожалению, у многих из нас это получается не с первого раза. Это приспособление очень простое по конструкции. Поэтому каждый из вас каждый сможет ее повторить. Многие знают, что грани болтов и гаек имеют такой же угол, как и стандартная заточка сверла. Этим и воспользуемся. Мы не будем сваривать две гайки вместе, чтобы получить правильный шаблон. Конструкция немного другая.
Для начала нужна любая гайка. Чем большего диаметр, тем больше диаметр сверла можно в ней затачивать.
Гайка имеет 6 граней, 2 из которых нам нужны. Берем штангенциркуль и от края гайки отмечаем 4 мм. Переворачиваем гайку наоборот и с краю делаем пометку, которая на полтора мм больше, чем первая. Делаем треугольник с 2 сторон. Вырезаем ножовкой или болгаркой. Получилась гайка с пропилами.
Привариваем ещё одну. Устройство почти готово. Ему не хватает шайбы, которую забрасываем в середину. Также понадобится болт, он закручивается в маленькую гайку.
Пропилы в гайке имеют разную глубину, которая отличается на 1,5 мм. Это разница на глаз малозаметна. Вставляем пруток, фиксируем, прикладываем линейку. Зазор между линейкой и кругляком меньше слева, чем справа. То есть устройство имеет определенный угол. Там, где зазор меньше, мастер поставил пометку.
Работа механизма приспособы
Берём ровное не заточенное сверло, помещаем в устройство. Там, где стоит метка, сверло нужно разместить, как показано на фото и видео. Фиксируем сверло, чтобы она немного выглядывало из граней. С рабочей стороны будет происходить заточка сверла. В указанном примере можно зажать диаметром до 8 мм.
Когда начнём стачивать на наждаке край сверла, есть направляющая в виде плоскости ребра гайки, которая задает правильный угол заточки.
Это классно устройство для тех, кто не может на глаз подобрать правильный угол.
На видео показано, как установить инструмент относительно наждачного круга. С 6 минуты можно посмотреть, как происходит обработка сверла.
Alexander Polulyakh.
В дополнение к этому видеоуроке еще одно устройство самодельщиков с применением болтов и гайки.
Угол заточки
Как уже было сказано выше, перед тем как правильно заточить сверло по металлу, необходимо правильно выбрать угол его заточки. Во-первых, этот параметр табличный. Во-вторых, он зависит от того, какой металл надо сверлить. Если это:
- чугунная заготовка или стальная, то угол должен варьироваться в пределах от 116° до 118°;
- если это латунь или бронза, то от 120° до 130°;
- если заготовка из меди, то 125°;
- алюминий – 140°.
Неправильно заточено сверло приводит к перегреву самого инструмента. Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
Видео описание
В видео показано, как проводится заточка сверла для работы с металлами:
https://youtube.com/watch?v=8eIU12CbWMI
Коротко о главном
Заточить затупившееся сверло можно, используя разные приспособления: точильный станок, дрель, на который устанавливается точильный камень, насадку для дрели.
Мелкие сверла затачиваются вручную напильником или надфилем.
Главный параметр заточки – угол, формирующий кромки. Угол заточки выбирается с учётом металла, который подлежит сверлению. Этот параметр табличный.
Чтобы увеличить износостойкость сверла, изменяют конфигурацию заточки, где за основу берут пять вариантов формирования кромок.
Как правильно выбрать оборудование
Перед тем, как подбирать точильный станок для свёрл, нужно определить фронт будущей его работы. Ведь когда вы будете покупать его, нужно будет руководствоваться эксплуатационными параметрами.
Если вы планируете применять точило в домашних условиях (дом, гараж), то можно купить недорогую, маломощную модель. Ведь вы не будете постоянно эксплуатировать прибор. В связи с этим прибор с большой мощностью просто ни к чему.
Помимо этого, промышленные станки предназначаются для заточки свёрл с большим диаметром, и электроэнергии они потребляют намного больше бытовых приспособлений.
Когда будете приобретать станок, то обратите своё внимание на присутствие специального регулятора, который предназначен для настройки вращения шпинделя. Эта функция позволит работу сделать максимально безопасной и эффективной
Немаловажным параметром является и размер свёрл, которые вы собираетесь оттачивать на этом приспособлении. Бытовое точило должно иметь довольно низкий уровень производимого шума, а особенно тогда, когда вы планируете разместить его в жилом помещении.
Особое внимание необходимо уделить и конструкции той модели, которая вам приглянулась. Если она будет максимально простой — это очень хорошо
Если вдруг прибор поломается, то особых хлопот не будет. Вы сможете без проблем подыскать новую нужную деталь и заменить ею старую, которая вышла из строя.
Стоит отметить и тот фактор, что многие зарубежные модели довольно дорогие в плане их технического обслуживания, а необходимую деталь порой достать совсем непросто.
Точило для домашних работ лучше всего подбирать в торговых специализированных точках, где вам будет выдан технический паспорт и гарантийный талон.
Оттачивание свёрл на заводе
В некоторых случаях на предприятиях сверловщик вручную затачивает свёрла на заточных обычных станках, которые для этой цели оборудованы специальным приспособлением. Для того, чтобы это сделать, вначале необходимо пройти подготовительные специальные курсы и выучить все правила оттачивания.
Приспособление, используемое для этих целей, представляет стальную конструкцию, которая оснащена подвижным зажимом для сверла с углом наклона, который регулируется относительно шлифовального вращающегося круга, а также имеет крепление на корпусе для фиксации заточного станка.
Очень часто на производстве при ручной заточке на станке не применяют никаких приспособлений. Сверло при этом правой рукой держится за хвостик, а левой — близко к режущей части, насколько это возможно.
Режущую кромку прижимают к боковой поверхности круга абразивного, а правой рукой, одновременно, плавно покачивают элемент, стараясь добиться того, чтобы его задняя поверхность приобрела нужный наклон и приняла нужную форму. Металл нужно снимать небольшими слоями, слегка прижимая его к кругу.
Следите за тем, чтобы режущие кромки инструмента имели одинаковые углы заточки и были одинаковой длины. Если вы совершите при ручной заточке ошибку, то она может привести к таким последствиям:
- Односторонняя выточка у поперечного лезвия.
- Разные углы, которые образуются осью инструмента и его режущими кромками.
- Неодинаковая длина режущих кромок.
Из-за таких дефектов инструмент будет сверлить отверстия большего размера, чем сам инструмент; неправильно и односторонне нагружаться на режущих кромках, в итоге просто сломается; бить. После того, как заточите инструмент, нужно для поперечной кромки проверять такие параметры:
- ширина;
- длина;
- правильность положения относительно режущих кромок;
- угол наклона.
На предприятиях для проверки всех этих параметров имеются шаблоны. При помощи оптического прибора выясняется правильность расположения перемычки. Также в некоторых случаях проверяют биение инструмента.
Свёрла по металлу, которые сделаны из быстрорежущей стали, оттачивают на шлифовальных кругах из нормального и белого электрокорунда на керамической связке с зернистостью от 16 до 40 и твёрдостью СМ, а также на эльборовых кругах.
Для оттачивания инструмента, оснащённого твёрдосплавными пластинами, используют шлифовочные круги из синтетических алмазов и зелёного карбида кремния зернистостью от 16 до 40.
Как лезвие приходит в негодность
Когда осуществляется движение рабочей поверхности в материале, внутри начинает появляться стружка, которую можно наблюдать на внешней поверхности. Из-за большого скопления она начинает постепенно деформировать сверло. Потому что, когда происходит процесс сверления, элемент нагревается и, соответственно, портится со временем.
Одним из самых легких способов для проведения заточки сверла в домашних условиях – использовать специальное оборудование. Конечно, человека никто не заставляет покупать прибор, работу можно провести, используя стандартный точильный брус, однако этот процесс отнимет много времени и сил. В отличие от электрического помощника, который за минимальный временной промежуток сделает из старого сверла – новое. При использовании универсального оборудования его скорость должна составлять 1500-2000 оборотов в мин. А рекомендуемое значение мощности — не более 300 Вт.
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
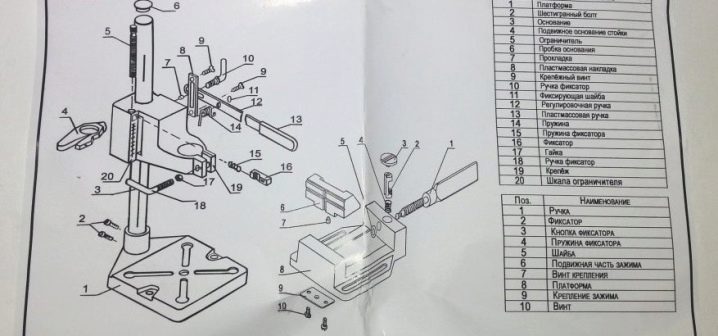
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Обзор видов
Большинство описываемых аппаратов представляют собой автоматизированное оборудование с узкой специализацией. Другими словами, такие установки предназначены только для точения сверл. Классифицируют их в основном с учетом сферы применения и выделяют следующие две категории.
Промышленные (профессиональные), имеющие повышенную мощность и предназначенные для заточки сверл, постоянно используемых, следовательно, часто тупящихся. Речь идет об оборудовании, рассчитанном на интенсивную эксплуатацию при максимальных нагрузках в условиях предприятий и осуществляющем заточку в полностью или полуавтоматическом режиме.
Также описываемые аппараты делят на узконаправленные и универсальные. Последние отличаются от своих специализированных «собратьев» наличием дополнительных приспособлений, позволяющих производить заточку не только сверл.
Бытовые
Конечно, в домашних условиях для заточки сверла небольшого диаметра можно успешно использовать обычный наждак. Однако применение современных моделей специализированного оборудования существенно упростит и ускорит процесс. А также повысит качество обработки инструмента. Речь в данном случае идет о следующих явных преимуществах:
- возможность эксплуатации при подключении к обычной электросети;
- повышенная производительность;
- максимальная простота конструкции и эксплуатации;
- повышенная точность заточки;
- доступная стоимость;
- компактные размеры и небольшой вес;
- удобная и понятная на интуитивном уровне система управления аппаратами, которая обеспечивает, в том числе, плавное изменение скорости вращения.
В подавляющем большинстве случаев бытовые модели рассматриваемых аппаратов рассчитаны на работу со спиральными сверлами по металлу и дереву, выполненными из быстрорежущей стали. При этом в них конструктивно заложен определенный диапазон диаметров. Помимо этого, многие станки комплектуются дополнительными алмазными кругами для обработки твердосплавных пластин. Как правило, бытовые агрегаты ориентированы на сверла с углом конуса от 90 до 140 градусов и создание затыловки с подточкой поперечной режущей кромки.
Однако в продаже можно найти и специфические модели для следующих типов сверл по металлу:
- имеющих двухплоскостную затыловку;
- левых;
- трехзубых;
- с повышенной производительностью.
В соответствии с многочисленными отзывами, оптимальным вариантом бытового станка будут модели, оснащенные универсальным патроном. Также речь в данном случае идет об агрегатах, которые комплектуются наборами патронов.
Промышленные
Как правило, профессиональные модели относятся к категории универсальных станков для заточки. От бытовых аналогов они отличаются более крупными габаритами, а также мощностью и стационарной установкой. Соответственно, подобная мощность определяет соответствующее энергопотребление, а также уровень шума в процессе эксплуатации. С учетом всего перечисленного подобную технику размещают чаще всего в отдельных помещениях, а при выполнении работ пользуются шумозащитными средствами. На отечественном рынке промышленное оборудование представлено модельными рядами как российских, так и зарубежных марок.
Помимо этого, в продаже можно встретить продукцию компаний, представляющих Поднебесную, выпускаемую под отечественными брендами. В подавляющем большинстве случаев предлагаются модели точильно-шлифовальных аппаратов для обработки сверл и фрез, диаметр которых составляет до 30 и более миллиметров. Большая часть профессиональных образцов описываемого оборудования имеет горизонтальную компоновку. Вертикальные аппараты хоть и встречаются, но намного реже. В комплект поставки промышленных станков входит набор цанг, предназначенных для фиксации инструмента. При этом точность позиционирования составляет 10-20 мкм.
Простейшие заточные приспособления
Прежде чем приступать к самостоятельной заточке сверла (даже с использованием простейших приспособлений), следует хорошо изучить устройство и геометрические параметры его режущей части.
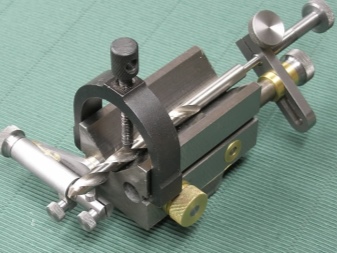
Одним из простейших приспособлений, при помощи которого заточка сверла может быть выполнена достаточно качественно, является зажим, называемый «Стриж». Чтобы заточить сверло при помощи такого зажима, вам потребуется само приспособление и точильный станок, оснащенный надежным подручником.
Схема приспособления
Процесс заточки сверла с применением зажима «Стриж» выглядит следующим образом.
Инструмент фиксируется в зажиме под углом, под которым должны располагаться режущие кромки.
Уперев приспособление к подручнику точильного станка, его вместе с зафиксированным сверлом начинают медленно подводить к рабочей поверхности вращающегося
При этом важно контролировать, чтобы угол, под которым затачивается режущая кромка, оставался всегда постоянным.
Сформировав режущие грани сверла, переходят к обработке его задней поверхности (затыловке), при этом не меняя угла заточки.
Заточка сверла с помощью приспособления-держателя
При использовании такого приспособления, предполагающем, что углы выполняемой заточки контролируются визуально, следует обязательно применять шаблон, чтобы проверять правильность осуществления процедуры.
Успешное использование такого приспособления для заточки сверл подразумевает наличие определенных навыков, которые лучше получить, потренировавшись на бракованных инструментах.
Приступая к самостоятельной заточке сверл, какое бы приспособление или оборудование вы ни использовали, следует также познакомиться со специальными таблицами, в которых содержится информация о геометрических параметрах сверл, используемых для обработки различных материалов.
Таблица 1. Углы заточек сверл для различных материалов
Применять такое простейшее устройство для заточки сверл, каким является зажим «Стриж», целесообразно в тех случаях, когда необходимость в выполнении такой процедуры возникает не слишком часто и к качеству сверления не предъявляются слишком высокие требования. В тех же случаях, когда затачивать инструмент приходится достаточно часто, а точность такой процедуры очень важна, лучше использовать специальный точильный станок для сверл, который можно приобрести или изготовить своими руками.
Угол заточки сверл
Если говорить о тех сверлах, которые используются мастерами в домашних условиях, то стоимость их в магазинах невысока. Но даже в этом случае не стоит использовать их как расходный материал для одноразового применения. Ведь обновление сверла до самого хорошего рабочего состояния не составит большого труда, если мастер имеют сноровку или специальные приспособления.
Есть фабричные станочки, которые предназначаются для затачивания, но это отдельная статья расходов, поэтому чаще всего мастера создают такие устройства своими руками.
Больше всего проблем создают сверла по металлу, а деревянные заготовки не так скоро снижают остроту режущих кромок.
Чтобы изготовить станок для восстановления остроты режущих элементов, необходимые средства контроля (шаблон), который используется для поверки инструмента.
Обычно инструменты по черному металлу, твердосплавной бронзы, стали или чугуна – с углом кромки 115-125 градусов. Длина другого материала эти параметры иные.
для мягкой бронзы, красной меди – 125, для латунных сплавов – 135;
для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
для магния и его сплавов – 85 градусов;
для пластика, текстолита и силумина – от 90 до 100 градусов.
Мастера при необходимости делают шаблоны соответственно указанным выше данным. Кстати, теоретически единичный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочих поверхностей.
Элементарное кустарное приспособление, которое часто применяется, втулки, приделанные к основанию. В интернете много чертежей для самостоятельного изготовления. Нужно учесть, что инструмент должен быть хорошо зажат, точность зависит от 1 градуса.
При желании можно изготовить значительных размеров обойму, применив алюминиевые или медные трубки соотносительное с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить много дырок. Необходимо, чтобы у точилки был комфортный подручник, чтобы перемещать устройство и удерживать упор.
Этот примитивный станок для заточки легко установить на верстак или столик.
Практический пример работы с чертежом
Суть проблемы: есть свёрла, их надо точить.
Будем использовать один из методов заточки, близкий к заводским. Ловить руками лень. Лучше обезьяний способ – поставил и готово. На изготовление приспособления по готовому чертежу ушел приблизительно 1 час времени.
Немного сварочных работ по шаблону. Был сделан уголок. Надели шайбу, она просто напрессована.
Попробуем первые заточки, если всё собрано правильно, будем дорабатывать и окультуривать, делать приспособление на скорую руку.
После заточки сверла проводим тест. Видны две литьевые стружки, значит, заточка проведена правильно.
Единственный недостаток – одна стружка длиннее другой, значит промазали по длине кромок. Надо сделать упор, который станет регулировать длину заточки, обеспечит симметричность кромок. Для этого сделаем упорную шайбу, которая будет выставляться и протачиваться. Или подрежем, чтобы появилась возможность обрабатывать более короткие сверла.
Видео канала “Anton Fomenko”.