Все варианты трубогибов сделанных своими руками
Содержание:
- Устройство трубогибочного станка и инструкция по его сборке
- Самостоятельное изготовление устройства
- Какие бывают устройства для трансформации труб
- Последовательность изготовления конструкции трубогиба
- Виды трубогибов
- Процесс сборки
- Размеры и чертежи
- Основные элементы конструкции
- Способ изгиба
- Виды профилегибочных станков и их устройства
- Трубогиб стационарный пошаговая инструкция
- Самые популярные варианты самодельных трубогибов
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется , являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
Чертеж трубогиба
После того как подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.
Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.
Сваренная из толстого металла П-образная каретка с прижимным валом
Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы
Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Самостоятельное изготовление устройства
Есть множество вспомогательных материалов, рассказывающих как сделать трубогиб для профильной трубы своими руками: чертежи, видео и профессиональные схемы помогут создать качественную конструкцию.

Использование самодельной конструкции
Стоит рассмотреть простые варианты самодельного оборудования. Можно сконструировать несложный механизм с помощью шаблона и специального радиуса. Подобные технологии позволяют обрабатывать алюминиевые и стальные магистрали. Шаблон можно создать из обычных досок. При этом подбираются детали с большим диаметром, чем трубы, которые потребуется сгибать. Подобранные доски требуется надежно закрепить, чтобы труба не могла из них выскочить. Для создания округлого желоба доски выпиливаются под необходимой формой. Деревянное изделие крепится к прочному основанию и рядом монтируется упор для крепления обрабатываемой детали.
Чертеж прокатного агрегата
Изготовленные своими руками изделия в состоянии согнуть даже элементы с толстыми стенками. Для этого потребуется применить лебедку. При использовании профильной магистрали не применяются скосы при обработке досок. Изделие закрепляется специальными ограничивающими приспособлениями.

Использование цепной передачи
Из древесины также возможно создать прокатный вариант трубогиба, но для этого понадобятся специальные ролики из полиуретана или подшипников. Для изделий из более мягких материалов можно смастерить деревянные агрегаты для сгибания, а для более жестких магистралей потребуются детали из металла.

Необходимые для монтажа детали
Какие бывают устройства для трансформации труб
Преобразование кривизны тонкостенной трубы малого диаметра – вполне доступный этап получения металлических заготовок под сооружения каркасного типа.
Достаточно рассмотреть чертежи и фото трубогибов, как станет очевидно, что конструктивно они имеют много общего:
- основа (опора, упор);
- каркас или раму (открытого или закрытого типа);
- планки, трубные упоры или держатели;
- винты или тиски для крепежа;
- нагнетательное, механическое или рабочее устройство (альтернативная силовая деталь).
Формовкой алюминиевых, стандартных стальных и металлопластиковых труб можно заниматься на простейшем ручной устройстве шаблонного типа.
Большинство трубогибов напоминают компактный станок, но они имеют свою классификацию:
- по типу воздействия на трубы (обкатка, намотка, протяжка, прокатка);
- по возможности перемещения (стационарные и переносные).
Тип привода тоже отличается:
- электрический;
- ручной;
- гидравлический;
- электрогидравлический.
Если использовать электропривод или гидравлический домкрат, он возьмет на себя всю силовую нагрузку, сэкономит время и усилия. Но для его сооружения нужны хотя бы элементарные знания и опыт сооружения бытовых станков для обработки металла. Зато такие устройства обходятся в разы дешевле, чем готовые приспособления и их многократная аренда.
Наиболее востребованными и простыми по своему устройству считаются ручные трубогибы шаблонного типа. Огибая профильную или обычную трубу по части его окружности, трансформируют отрезок трубы под заданным углом или необходимой кривизны.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Виды трубогибов
Трубогибы подразделяются между собой по различным критериям. Так, например, в зависимости от принципа работы данные инструменты бывают:
- ручными. Служат для загиба тонких металлоконструкций. Работа в таком случае осуществляется при помощи приложения физической силы. Данные механизмы портативны, поэтому легко переносятся. К тому же при работе они манёвренные. Для больших, длительных работ они, разумеется, не подойдут. Однако точно порадуют своей небольшой стоимостью;
- гидравлическими. По сравнению с ручными трубогибами они более эффективны и продуктивны. Такие станки способны сгибать более толстую сталь в трубы с большим диаметром. При этом аппарат весит немало – к месту проведения работ он в большинстве случаев перевозится на машине. Одним из его главных преимуществ является совершение плавной деформации;
- электрическими. Эти приборы могут быть как переносными, так и стационарными. Для их работы обязательно нужен постоянный доступ к электрической сети. Без него они не смогут работать. Поэтому в некоторых случаях для работы с компактными, переносными моделями необходимо также иметь при себе переходники;
- гибридными. Такие модели сочетают в себе привод разного вида. Обыкновенно гибридные трубогибы представляют из себя электрические механизмы с элементами гидравлики. Для них также обязательно наличие электрической сети для работы. Практически всегда такие приборы – массивны, поэтому для их переноски точно не хватит одного человека;
- с индукционным нагревом. Такой трубогиб является усовершенствованной моделью электрического или гидравлического механизма. Он нагревает сталь в будущем месте сгиба перед тем, как начать работу. После этого уже производится и сама гибка. Благодаря этому металлоконструкции не ломаются при деформации. Такие аппараты способны работать с толстой сталью.
Процесс сборки
Перед началом сборки настоятельно рекомендуется создать чертеж будущего устройства. Это значительно облегчит задачу. Хотя сегодня существует большое количество готовых чертежей, лучше будет, если мастер создаст его сам, с учетом собственных потребностей.
Весь процесс создания трубогиба для профильной трубы своими руками состоит из следующих этапов:
- Создание ролика и валов (в случае отсутствия должной квалификации лучше доверить это дело профессиональному токарю).
- Установка подшипников в обоймы.
- Определение расположения шпоночных канавок на валах.
- Просверливание отверстий в ограничительных насадках, нарезка резьбы, предназначенной для зажимных болтов.
- Создание площадки, на которую будет установлен прижимной ролик. В швеллере (если такового нет, подойдет толстая металлическая пластина) просверливается четыре отверстия (парных), за которые будут крепиться обоймы с подшипниками.
- Прикручивание прижимного вала.
- Приваривание к площадке проушины (используются гайки М8).
- Изготовление станины и опорных ног с применением сварочного аппарата.
- Подвешивание площадки, на которой установлен ролик, к станине при помощи пружин (использовать верхнюю поперечину станины).
- Просверливание отверстий в опорной раме. С их помощью будет обеспечиваться переменное расстояние между разными валами. В данном случае необходимо тщательно следить за расстоянием между отверстиями, поскольку в случае ошибки труба будет не только сгибаться, но и сжиматься.
- Установка опорных валов. Монтаж ведомой и ведущей звездочек, приводной цепи.
- Установка натяжителя, устранение провисания цепи.
- Создание ручки привода. В качестве исходного материала можно использовать стальной прут диаметром в двадцать миллиметров.
- Установка и фиксация домкрата на верхней площадке. Для фиксации можно использовать гайки и болты.
После сборки рекомендуется провести испытание, в ходе которого будут обнаружены ошибки сборки (если они были допущены). Для этого необходимо положить кусок профильной трубы на нижние валы, и прижать ее к ним домкратом. Далее необходимо привести устройство в действие при помощи вращения ручки.
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.
Для работы нужно иметь навыки использования сварочного аппарата.
На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
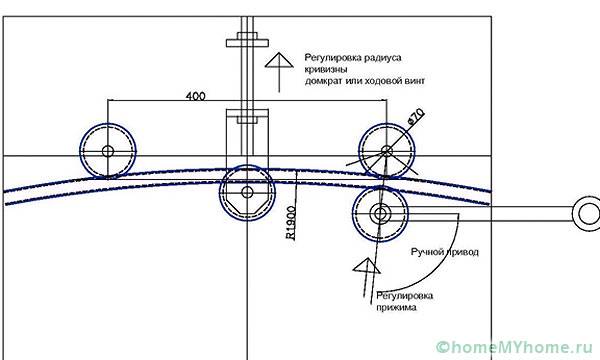
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
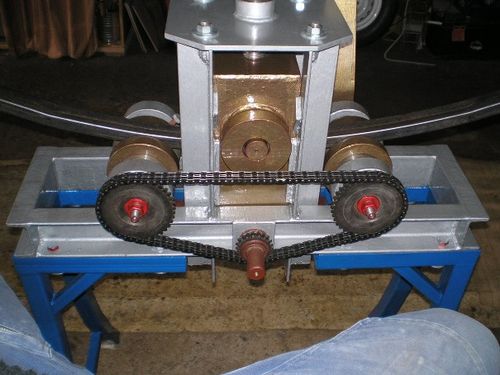
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Способ изгиба
Определяет главную конструкционную особенность аппарата, его производительность и назначение.
Изгиб выдавливанием – похож на формирование по шаблону, но под действием пуансона – деформирующего ролика. Если на деревянном шаблоне труба фиксируется сверху и, по сути, обжимается по образцу, то здесь деформация создается уровнем прижимания ролика к изгибу. Этот вариант требует установки на прочную опору и предназначен для работ небольшого объема. Большим плюсом метода служит получение изогнутых профильных труб без складок.
- Изгиб прессованием – отрезки трубопровода зажимаются неподвижной матрицей и пуансоном, действие аналогично работе тисков, и если устройство изготавливает своими руками, то основой действительно берут слесарные тиски.
- Изгиб прокаткой – профильная труба протягивается между вращающимся деформирующим роликом и двум опорными. Этот метод наиболее универсален, так как позволяет гнуть как тонкие трубки – в этом случае используются капролактамовые ролики, так и толстостенные изделия. На фото приведен образец.

Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
 Станок для гибки профильной трубы
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Трубогиб стационарный пошаговая инструкция
Если планируется самостоятельно изготовить теплицу из стальных труб, то понадобится обзавестись не просто обычным трубогибом, а надёжным изделием. Ведь при таком подходе понадобится изогнуть не один десяток профильных труб. Чтобы конструкция теплицы получилась аккуратной и красивой, нужно использовать стационарный трубогиб.
Перед тем, как приступать к изготовлению теплицы, нужно позаботиться о присутствии соответствующего инструмента для гибки профильных изделий. Понадобятся для конструирования стационарного трубогиба элементы:
- прут на 25;
- 6 подшипников;
- швеллер.
Понадобится ещё и сварочный аппарат, при помощи которого будет выполняться соединение всех составных частей. Пошаговая инструкция изготовления стационарного трубогиба выглядит следующим образом:
- К основанию (швеллеру) привариваются подшипники, которые соединяются между собой валом в виде стальной трубы соответствующего диаметра.
- Чтобы вал не был расположен слишком близко возле основания, следует подшипники приваривать на обрезки прямоугольной трубы по 5 см.
- Чтобы заведомо изготовить агрегат, которым мог бы регулироваться радиус изгиба, основание нужно сделать из двух швеллеров, соединённых между собой завесами, как видно на фото выше.
- Два вала с подшипниками располагаются на одинаковой высоте, а третий (центральный) приваривается с помощью прямоугольной трубки выше на 15-20 см.
- К верхнему валу нужно приварить дополнительную трубку, к которой будет закреплена рукоятка. Этот вал будет приводиться в движение при помощи мускульной силы.
- Приваривается ручка к верхнему валу, после чего можно проверять получившееся изделие на функционирование.
Устанавливая профильную трубку любых размеров, следует отрегулировать радиус конечного изгиба. Делать это можно при помощи домкрата, расположенного под основанием, на котором закреплён один из валов. Отрегулировав требующийся радиус изгиба, вращается рукоятка. В итоге получаются качественные изогнутые трубки. Преимуществом трубогиба называется возможность гнуть материалы любого размера и диаметра.
Из недостатков можно отметить только возможность эксплуатации на одном месте
При этом важно понимать, что применять такое устройство можно для любых нужд. Для изготовления такого устройства понадобятся капиталовложения не более 500 рублей. Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера.
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба
Компьютерная модель трубогиба Чертеж прижимного винта
Чертежи валов
Чертежи валов Чертеж кольца
Комплектующие трубогиба
Комплектующие трубогиба Процесс сборки
Привод от двигателя
Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.