Как сделать улитку для холодной ковки своими руками?
Содержание:
- Как избежать типичных ошибок
- Разновидности вентиляторов
- Как подготовить семена перед посадкой
- Чертежи станка с ручным приводом
- Станок «Улитка» для ковки своими руками
- Гнутики, фонарики, волны и другие станки
- Посев семян в улитке без земли
- Разновидности и назначение станков для ковки
- Создаваемые потоки
- Приспособление «Гнутик»
- Может быть, вам нужен пуансон? Главные понятия
- Особенности вытяжки улитка
- Изготовление станка «Улитка»
- Процесс холодной ковки
- Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
- Распространенные ошибки
Как избежать типичных ошибок
Если вы слабо скрутили “улитку”, бумага или почва с семенами может осесть вниз. Во избежание такой ошибки сворачивайте рулончик крепко, но не слишком туго. Если конструкция осела, разверните рулон, выровняйте бумагу или почву и заверните подложку обратно.
Бывает так, что после высадки в “пелёнку” семена не прорастают. Это означает, что туалетная бумага разбухла от влаги. Рулончик разворачивают, заменяют бумагу и проводят повторную высадку. Во избежание подобных случаев не нужно наливать в поддон много воды. Рассаду, высаженную таким способом, нельзя поливать обычным путём: её надо только опрыскивать из распылителя.
Есть способ, при котором рулончик скручивают из обычной газеты. В этом случае есть риск, что бумага разбухнет, поэтому в качестве материала для подложки лучше использовать более надёжные и гибкие материалы.
Сделать “улитку” можно как с землёй, так и без неё. Если правильно ухаживать за рассадой, ростки получатся здоровыми и крепкими. К маю они будут полностью готовы к тому, чтобы высаживать их в теплицу или открытый грунт.
Разновидности вентиляторов
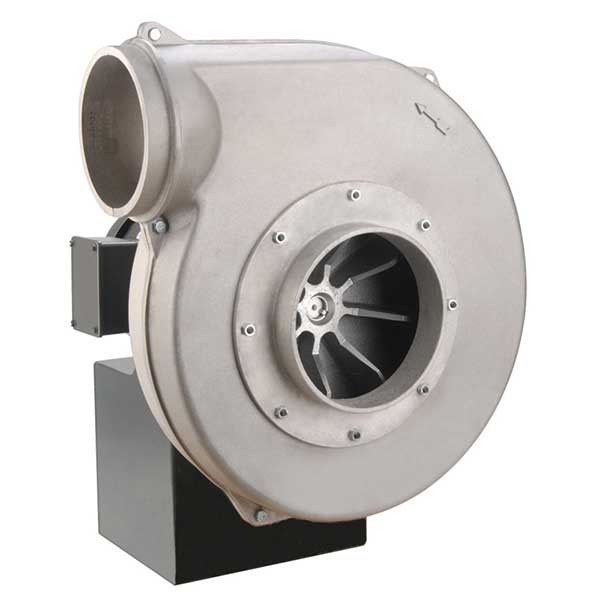
Для того, чтобы организовать успешную работу вентиляционной системы, центробежные устройства представляются оптимальным вариантом, поскольку они обеспечивают циркуляцию с нужной интенсивностью за счет вращения основного элемента — колеса. Существует сразу несколько разновидностей вентиляторов данного типа, которые существенно отличаются между собой по рабочим характеристикам, принципу работы и другим особенностям. Существующая классификация предполагает наличие следующих разновидностей:
- канальные;
- радиальные;
- осевые.
Кроме того, устройства различаются по степени создаваемого давления в системе. Каждый из этих типов значительной отличается от других, в связи с чем, целесообразно изучить их подробнее.
Канальные
Канальные вентиляторы представляются идеальным решением для эксплуатации в условиях приточных, а также вытяжных системах общего назначения, отличаются тихой работой, что делает их подходящими для бытового использования.
Радиальные
Радиальные изделия значительно отличаются от аналогов, поскольку используются для конвекции потоков воздуха, его очистки, а также регулировки влажности в помещении. Подобные модели могут различаться по направлению вращения, а также движению воздушного потока, что дает возможность расширить сферу их применения.
Помимо прочего, все устройства различаются по уровню давления, создаваемого в системе. Изделия высокого давления предназначены для циркуляции воздуха в условиях отсутствия значительного количества примесей и твердых частиц, в связи с чем, чаще всего применяются в стандартных системах кондиционирования, а также вентиляции.
Вентиляторы среднего давления подойдут для эксплуатации в условиях высокого сопротивления в системе, позволят эффективно организовать транспортировку умеренных объемов воздуха. Применяются не только в бытовых, но и в промышленных системах, что делает их универсальным вариантом.
Изделия низкого давления используются для транспортировки газов в условиях малого сопротивления воздуха, в связи с чем, чаще всего применяются в промышленных условиях. Возможность стабильной работы при умеренной запыленности позволяет использовать изделия в общественных вентиляционных системах.
Осевые
Осевые вентиляторы повсеместно используются в быту, поскольку отлично подходят для организации основной вентиляции в условиях загородных домов. Они нередко используются для охлаждения различных элементов электроники, благодаря сниженному уровню шуму при работе, малой стоимости и компактным габаритам.
Как подготовить семена перед посадкой
Чтобы получить идеальную рассаду, недостаточно купить посадочный материал и его посеять. Сначала нужно семена перебрать и отсортировать. Это поможет избавиться от некачественного посадочного материала и сохранить полезную площадь.
Несколько способов обработки семян перед высеванием:
Проращивание на хорошо увлажненной салфетке или марле. Это побуждает их к быстрому росту
Важно помнить, что для этих целей подойдет теплая вода.
Вымачивание в емкости с полезными микроэлементами, чтобы обеспечить достаточное питание и увеличить силу ростка.
Дезинфекция. Обработка семян в растворе перманганата калия.
Доказано, что правильная подготовка семян способствует хорошей всхожести.
Чертежи станка с ручным приводом
Рисунок 3. Чертеж ножки основания улитки.
Станок, согласно данному чертежу (рис.1), смонтирован на основании, которое представляет собой плиту прямоугольной формы размерами 220х190 см.
Эта плита толщиной 5 мм имеет два отверстия. Одно из них круглое, диаметром 14 мм, для оси вала, а второе — овальное, шириной от 6 мм ближе к оси вала до 7 мм дальше от оси (рис.2). Это основание приварено к двум ножкам, которые имеют отверстие для их крепления (рис.3).
Ось вала имеет конусовидный конец. Она крепится намертво к основанию двумя гайками М14.
На ось свободно надевается приводная ось, которая имеет головку с двумя взаимоперпендикулярными сквозными резьбовыми каналами (рис.4).
В эти каналы закручиваются ручки.
К нижней поверхности основания приварены параллельные направляющие полозья (2 шт.) вдоль продолговатого отверстия.
Рисунок 4. Чертеж оси улитки.
Спиралевидный элемент (собственно улитка) сборный. Он состоит из 4 элементов, соединенных между собой шарнирно штифтами, продетыми сквозь проушины (рис.5).
Каждый соединительный штифт сегмента улитки имеет рифленую головку.
Дуговидные проушины имеют отверстия под соединительный штифт. Они приварены к концам сегментов. Величина изгиба улитки регулируется специальными корректирующими винтами, которые ввинчены в соединительный конец каждого из трех сегментов так, что упираются в торец предыдущего сегмента.
Каждый корректирующий винт на одной торцевой поверхности имеет прорезь под плоскую отвертку.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для приводной оси, первой частью спиралевидного элемента и фиксирующим вырезом. Фиксирующий вырез представляет собой эксцентрическое полукруглое углубление в первой части сегмента радиусом 7 мм, центр которого находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
Рисунок 5. Чертеж сегмента улитки.
Эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек, уставляется внутрь направляющей. Последняя выставляется соосно с полукруглым вырезом приводной оси, а затем приваривается.
В продольное отверстие основания вставлен ползун, который прижимается снизу к основанию. Ползун вырезами фланца свободно входит между направляющими полозьями.
В верхнюю часть ползуна вкручена ось ролика, которая имеет шестигранную головку.
На ось ролика свободно надет сам ролик.
Таким образом ролик может занимать положение вдоль продолговатого отверстия основания и фиксируется в любом таком положении наворачиванием оси ролика на ползун.
Работа с данным устройством довольно проста. Для начала вставляется конец прута или полосы в углубление приводной оси. Поворачивая эксцентрик, используя барашек, заготовка зажимается между его нижним концом и стенками углубления. Для этого ролик подводится к заготовке, ось ролика наворачивается гаечным ключом на 12 на ползун, зажимая его. Заготовка укладывается между эксцентриком центрального сегмента улитки и роликом.
Далее поворачивают приводной ось по ходу движения часовой стрелки, наматывая заготовку поверх центрального сегмента. Когда заготовка намотана до конца центрального сегмента, к ней, используя соединительный штифт, присоединяется второй сегмент. Ролик при этом отодвигается в новое положение.
И так далее изгибается до придания заготовки нужной формы. Для снятия полученного изделия со станка барашком поворачивается эксцентрик и отпускается конец заготовки. Подняв приводную ось с эксцентриком и всей улиткой, последние вынимаются из изготовленной спирали.
Станок «Улитка» для ковки своими руками
согласно чертежам и технологии
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
https://youtube.com/watch?v=rUTdr5Cb9SE
Сборка станка
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.
Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.
Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.
Посев семян в улитке без земли
Существует также безземельный способ выращивания рассады, он более прост, нет надобности возится с землей, но он подойдет для проращивания семян с последующей пикировкой.
Вам понадобятся:
- Подложка 2 мм толщиной;
- Туалетная бумага (желательно многослойная, чем больше слоёв, там лучше);
- Ножницы;
- Посадочный материал;
- Контейнер для помещения готовой улитки.
Подготовьте к работе стол или другое ровное место. Замеряем ширину туалетной бумаги и отрезаем подложку под ламинат на 1-2 см шире по всей длине.
Расстелить подложку и положить сверху туалетную бумагу. Намочить бумагу перед укладкой семян.
Семена расположить на расстоянии 1 см от верхнего края подложки и на расстоянии 2 см друг от друга.
Начинаем с края не спеша сматывать подложку в улитку, скрепляем двумя канцелярскими резинками.
Готовую улитку поставить в стакан большего размера, чем улитка или до прорастания семян в целлофановый пакет. Семена должны располагаться сверху.
На дно контейнера налить воды и через туалетную бумагу она будет поступать к семенам. Не забывайте периодически добавлять воду в поддон.
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.
Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.
Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
Создаваемые потоки
— мощность, учитываемая по трем позициям.
Вентиляторы низкого давления — не выше сто кг/см в квадрате. Температура не более 80 °С. Используются при оснащении производственных цехов и строительстве домов. «Улитки» устанавливаются на крышах.
Модели со средним давлением — от ста до триста килограмм на сантиметр квадратный.
Оборудование с высоким давлением — триста -тысяча двести кг/сантиметров в квадрате. Потоки воздуха высокого давления вытяжных «улиток» обычно располагаются в зонах сгорания топлива разных марок в котельных, на складах с ГСМ, системах воздуховода лакокрасочных цехов.
Центробежный вентилятор «улитка» требует надежного крепления и прочного основания. В целях избегания вибрации качественно фиксируется корпус. Игнорирование этого явления приведет к тому, что устройство выйдет из строя.
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Может быть, вам нужен пуансон? Главные понятия
Вы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное. Сейчас тоже себе не изменим: понятие «холодная ковка» в привычном значении в корне неверное, читайте внимательно, разъясняем.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах.
Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей – насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Виды станков для ковки.
Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться.
Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания.
Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть.
Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья. Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – художественные аспекты металлического гнутья, на которых мы тоже остановимся, но попозже.
Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки».
Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше.
Особенности вытяжки улитка
Запоминающаяся форма и отличительный принцип работы выделяет такую вентиляцию из подобных. Наиболее востребованной улитка будет для помещений с минимальной площадью и свободным пространством. Конструкция вентилятора в виде спирали, служит воздушным каналом в любом складском или промышленном помещении.
На ваш выбор предоставлены заводские агрегаты «улитка» разной комплектации, но при желании – соорудить очистительную систему собственными руками вполне реально. Как установить улитку и чем она лучше остальных очистительных систем? Ответы на эти вопросы кроются в особенностях строения устройства.
Изготовление станка «Улитка»
Прежде чем начать холодную ковку вам необходимо сделать чертеж и шаблон. Он изготавливается на миллиметровой бумаге, которая отражает натуральные размеры предстоящего изделия. На бумаге необходимо начинать спираль с постепенно увеличивающимися витками.
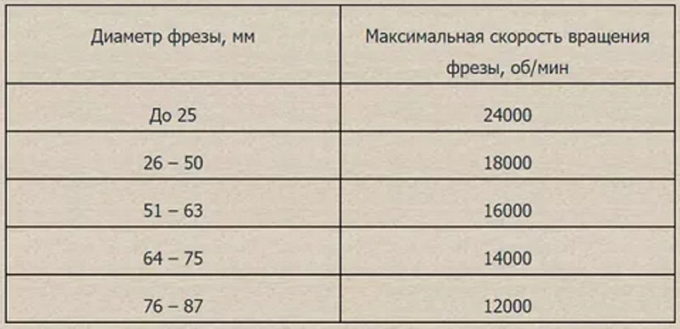
Витки нужно увеличивать с учетом шага, если вы решили изготовить симметричные изделия, если же это для вас неважно, то витки спирали можно увеличиваться непропорционально. Перед тем, как собирать станок «Улитка», необходимо сделать чертеж и определить с диаметр заготовок, которые вы затем станете на нем обрабатывать
Шаг надо подбирать, с учетом этого значения: он обязан быть больше, чем сечение обрабатываемого прута
Перед тем, как собирать станок «Улитка», необходимо сделать чертеж и определить с диаметр заготовок, которые вы затем станете на нем обрабатывать. Шаг надо подбирать, с учетом этого значения: он обязан быть больше, чем сечение обрабатываемого прута.
Если шаг сделать недостаточно большим, то вы просто-напросто не сможете достать изделие из станка, не повредив его. То есть, вся работа будет сделана зря. Рабочая поверхность улитки своими руками может быть изготовлена из листа металла толщиной от 4 миллиметров. Габариты поверхности будут зависеть от того, изделия какого размера вам нужно обрабатывать – предварительно необходимо сделать чертеж, чтобы все размеры можно было просчитать.
Чтобы изготовить форму, обычно используют полосовой металл, с толщиной не меньше 3 миллиметров. Так, с самодельной улиткой гораздо проще работать. Для того чтобы облегчить процедуру, необходимо закрепить один край заготовки, для того чтобы она не соскальзывала.
В качестве фиксатора можно применять обрезанную часть прута, которая по своему размеру не уступает полосе. В процессе холодной ковки также необходимо фиксировать деталь к верстаку. Так как во время холодной ковки усилие на деталь довольно большое, то стоит подумать о креплении отдельно, так как удерживать самостоятельно изделие у вас не получится – оно может выскочить и испортить все ваши плоды творчества.
Остальные элементы улитки изготовить очень просто – главное, перед тем как приступать к самостоятельному процессу, нужно посмотреть видео и использовать чертеж. Собранный вами станок может быть как разборным, так и монолитным – заранее определите, какая именно конструкция будет для вас более приемлемой, и составьте чертеж, чтобы производить все работы в с помощью него.
- Если вам требуется, чтобы самодельный станок улитка был изготовлен монолитно, то приварите конструкцию на рабочую площадку, для того чтобы все части находились неподвижно. Самое главное при этом виде конструкции – надежно и правильно зафиксировать конец изделия, которое вы собираетесь обрабатывать.
- Если вы решили изготовить разборным станок для холодной ковки, то в этом случае на рабочей площадке необходимо проделать посадочные отверстия, при помощи которых можно будет подсоединить «тело» конструкции с площадкой.
Съемный станок хорош тем, что его при необходимости удобней перенести, или снять конструкцию, чтобы отремонтировать или заменить поврежденные элементы – при монолитном виде конструкции этого сделать у вас не получится.
Но у съемной конструкции качество крепления деталей будет значительно хуже – вам будет необходимо все время самому поправлять резьбовые соединения, так как во время эксплуатации они неизбежно будут ослабевать.
Бывают и другие разновидности станков для холодной ковки, но конструкция типа «Улитка» — считается самой функциональной, при этом сделать ее своими руками довольно просто.
Процесс холодной ковки
С работ по холодной ковке обычно новички начинают обучаться обработке металла, так как этот процесс довольно безопасный и простой, поскольку в данном случае вам не нужно будет сталкиваться с высокими температурами, как при остальных видах ковки.
Для данного процесса, как правило, применяют готовый шаблон, а именно, заготовки изделий. Естественно, у холодной ковки существуют и свои нюансы, обычно они состоят в том, что деталь во время работы легко деформировать или повредить: кованые изделия часто ломаются, и исправить это положение уже никак не получится, потому выполнять ковку необходимо очень аккуратно.
Но, с помощью качественного станка и чертежа будущего изделия, можно с легкостью научиться делать изделия волнообразной, витой и другой оригинальной формы. Процедура обработки деталей с помощью холодной ковки проходит в несколько этапов. Для начала создают чертеж или шаблон будущего изделия.
Необходимо просчитать размеры детали, чтобы, купить необходимое количество сырья, а также, чтобы правильно отрегулировать станок. Различные станки могут давать разные возможности для изготовления узоров – это будет зависеть от сложности изготовления приспособлений. К примеру, простейшие станки, собранные своими руками, могут только изгибать детали, при этом используя более сложные конструкции можно создавать узоры и другие изделия.
Затем, когда чертеж или шаблон подготовлен, необходимо запастись нужным количеством сырья в соответствии с вашими подсчетами. Для холодной ковки вам будут необходимы металлические прутья, их можно приобрести в магазине. Прутья обязаны быть не очень толстыми, в противном случае их будет тяжело согнуть. Дальнейший этап – изготовление деталей.
Самое главное здесь – правильно установить настройки, чтобы во время работы станка детали не деформировались и не повредились, так как исправить это уже не получится.
В самом конце происходит крепление изготовленных деталей на каркас. Это делается с помощью сварки. Особенно внимательными при сварке надо быть с тонкостенными трубками, так как их довольно легко прожечь, и в этом случае конструкция будет неисправна и вам нужно все проделывать заново.
Но перед тем как приступать к холодной ковке, вам, естественно, будет необходимо изготовить станок, который для этого требуется. Станок «Улитка» — самое популярное приспособление для изготовления металлических узоров с помощью холодной ковки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Распространенные ошибки
Осваивая новый метод, сложно удержаться и не сделать все по-своему.
Вот несколько самых популярных ошибок, совершаемых при выращивании рассады этим способом:
Вытягивание рассады. Причиной этого явления может оказаться не недостаток освещения, а позднее снятие целлофана со свертков. Растения, долго находясь в парнике, начинают стремительно расти. Это пагубно влияет на дальнейшее развитие и плодоношение. Поэтому лучше снять полиэтилен, как только появятся первые всходы.
Не стоит спешить с пикировкой. Если слишком рано потревожить растение, то оно будет долго болеть. Пикировку лучше начинать тогда, когда корни будут видны на противоположном конце рулона
Хорошо развитая корневая система поможет растениям быстрее прижиться на новом месте и получать достаточное количество питательных веществ.
Важно помнить, что при сворачивании рулон должен получиться плотным. В плохо закрепленном свертке посадочный материал вместе с почвой сползает вниз
Это отражается на всхожести и росте семян, так как растением необходимо слишком много сил, чтобы добраться к верхнему краю рулона.
Некоторые огородники не рекомендуют делать рулон из туалетной бумаги. Конечно, вырастить рассаду в улитке без земли возможно, но лучше расположить посевной материал прямо на подложке для ламината. Они считают, что разбухшая бумага замедляет рост или полностью препятствует наклевыванию семян.
Следует внимательно следить за тем, чтобы край с семенами не оказался на дне емкости.
Не стоит экономить на материалах, так как сажать семена на целлофан вместо хорошо удерживающей влагу подложки не следует.
Не придерживаясь рекомендаций, можно просто не дождаться всходов и загубить весь посевной сезон.