Устройство токарных станков для работы с металлом
Содержание:
- Шлифовка станин
- Проектирование и чертежи с размерами
- Управление резцедержателем
- Устройство
- Основные узлы
- Обзор популярных моделей
- Из чего состоит токарный станок
- Старые советские модели станков по дереву и металлу
- Токарно-винторезный станок ИТ-1М
- Токарно-винторезный станок ТВ-6
- Токарные станки Универсал 2 и Универсал 3
- Токарный станок ТШ-3
- 1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
- Токарно-винторезный станок 1М63Н
- Токарно-револьверный станок 1341
- Токарно-винторезный станок 1Н65
- Токарно-винторезный станок 1М63
- Станок токарно-винторезный 1А616
- Токарный школьный станок ТВ-4
- Токарный станок по металлу Школьник ТВ-7
- Настольный токарный станок по металлу ТВ-16
- Какие операции по металлу можно выполнять
- Основные конструктивные особенности
- Главные узлы станка
Шлифовка станин
Смотреть цены на шлифовку станин >>
ООО “ФЕНИКС” осуществляет шлифовку направляющих станин на станке «Waldrich Coburg»
Мы осуществляем шлифовку станин различных типов станков. Например:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
Средний срок изготовления 1 комплекта – 5 рабочих дней.
Узнайте стоимость шлифовки (шлифовка цена)
Просто познакомьтесь с нашим прайс-листом на шлифовку. Цены на шлифовку у нас приятно удивят Вас! Цены на шлифовку станин, кареточных групп, стоек и т.д.
Максимальные параметры обрабатываемых изделий:
| Представляем Вам установку ДПСС-1М для шлифовки направляющих станины.
Установка предназначена для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63, 164, 165 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт. Механизм из двух входящих в комплект шлифовальных головок, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка Перемещение по станине ручное. |
|
| Длина, мм | 700 |
| Ширина, мм | 430 |
| Высота, мм | 520 |
| Масса, кг | 115 |
Технические характеристики
| Наименование | Параметры |
| Диаметр шлифовальной чашки, мм | 125 |
| Посадочный диаметр, мм | 32 |
| Мощность привода, кВт | 0,55 |
| Напряжение, В | 380 |
Принимаем заказы на обработку станин в цехах заказчика — выезд представителя на место работы.
Наибольшая длинна шлифования, мм
8590
Ширина стола, мм
1800
Проход между стойками, мм
2020
Высота шлифования, мм
1580
Наибольший вес обрабатываемого изделия, кг
12500
Информацию о ценах и сроках исполнения заказов по шлифовке направляющих можно узнать по тел.:
- 8
- 8
или по эл.почте:
Контроль качества при шлифовке станин
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин.
Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.
О важности шлифовки
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодической шлифовке. Шлифовка направляющих станины, она же шлифовка станины, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки.
rosstanko.com
Проектирование и чертежи с размерами
Проектирование начинается с определения видов работ и размеров обрабатываемых заготовок. На основании этого намечаем габаритные размеры, мощность двигателя привода, длину станины. Необязательно вычерчивать все детали по ГОСТ. Достаточно технического рисунка всех деталей.
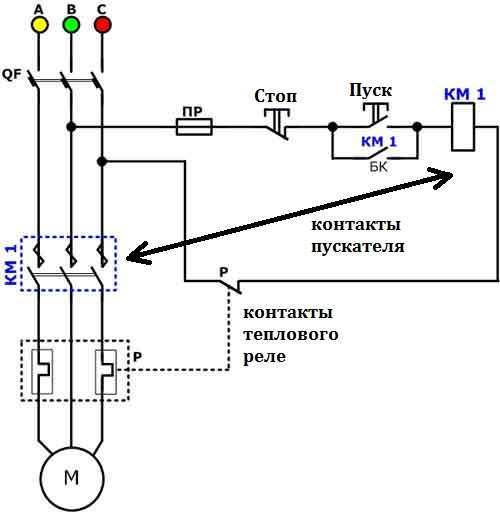
Рассчитать точки сверления, определить размеры сопрягаемых деталей. Отдельно надо разработать кинематическую схему и электрическую схему. В кинематической схеме определим межцентровые расстояния шестеренок или шкивов коробки передач. Электрическая схема даст возможность правильно подключить электрооборудование.
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.
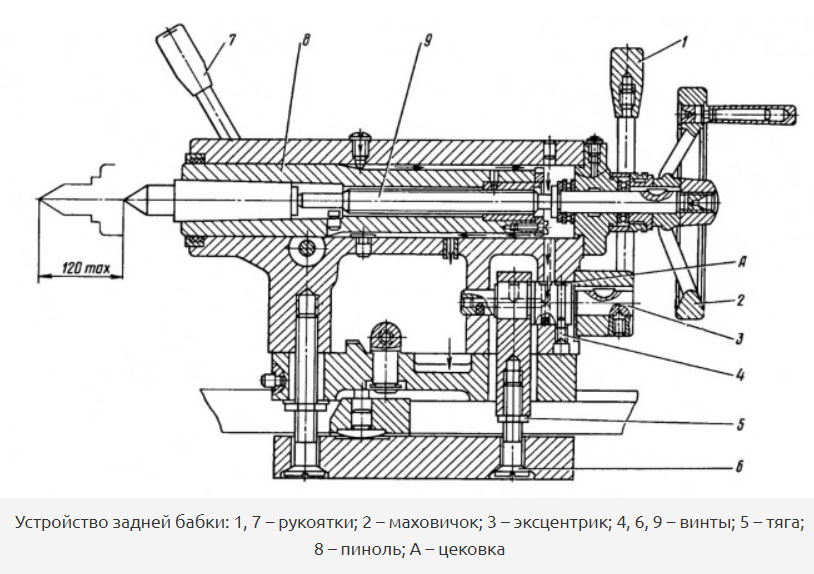
Устройство
К станине прикреплена передняя бабка, а также все основные детали станка и задняя бабка. Основные элементы во всех станках имеют идентичное устройство и общий принцип работы.
Элементы конструкции:
- фундаментальная основа, где размещены элементы управления и все остальные;
- пиноль – крепежный компонент;
- цельный корпус из металла;
управленческий рычаг, позволяющая закреплять непосредственно пиноль и основу всей задней бабки; - маховик, отвечающий за перемещение пиноли;
- винт, с помощью которого производят четкое закрепление элемента по отношению к остальному токарному станку и всем его деталям.
Поскольку все компоненты идентичны, не слишком различается и принцип работы.
Принцип работы
Центральная часть задней бабки присоединена к суппорту. Через него бабка получает поступательное движение, поскольку снабжена самостоятельным приводом передач.
В некоторых видах оборудования производится вращательное движение. Центр самой задней бабки не вращается. Конкретный способ привода зависит от модификации станка, а также от задач, которые необходимо решить.
Назначение узла
Основная функция — надежное закрепление заготовки. Также узел поддерживает второй край заготовки и контролирует стабильное вращение.
При осуществлении процесса сверления задняя бабка соединяется с суппортом, а в патрон пиноля вставляется сверло нужного размера.

Основные узлы
Схема токарно-винторезного станка:
Основными узлами и деталями токарного станка являются.
- Все элементы размещаются станине. Она является основой для всего оборудования. Ее прочность гарантирует точность обработки заготовок. Промышленные образцы отливают из ковкого или модифицированного чугуна. Потом протачивают направляющие, по которым могут скользить вспомогательные приспособления. Чтобы гарантировать устойчивость этот элемент стараются сделать массивным, дополнительно крепят на мощное основание. Используют анкеры для фиксации фундаменту.
- Передняя бабка оборудуется шпинделем. На нем устанавливают патрон или поводковые механизмы. Внутри передней бабки размещают коробку передач. При необходимости частота вращения патрона может быть низкой или высокой.
- В нижней части передней бабки имеется еще коробка подач. Она нужна для организации перемещения инструмента.
- На станине с обратной стороны устанавливают заднюю бабку. Чаще всего используют пиноль. Ее размещают соосно со шпинделем передней бабки. Для обработки длинномерных заготовок тут ставят конус. Он может быть неподвижным или вращающимся в подшипниках. Можно разместить тут сверла или резьбонарезной инструмент. Специальный маховичок позволяет производить продольную подачу.
- Суппорт расположен сбоку от станины. Он перемещается по направляющим станины. Тут имеются приспособления для фиксации резцов, устанавливаемых в резцедержателе (специальном устройстве для установки нескольких типов инструмента). В суппорте есть вспомогательные приспособления, позволяющие осуществлять продольную и поперечную подачу инструмента при обработке. Задавая, условия перемещения, можно обрабатывать поверхность деталей по сложному профилю.
В качестве вспомогательных устройств станка используют:
- насос для подачи смазывающей охлаждающей жидкости (СОЖ) в зону обработки;
- поддон, тут собирается стружка, сюда же сливается СОЖ;
- локальная подсветка помогает токарю направить освещение на резец и деталь;
- защитный экран защитит человека от стружки, влаги и других опасных элементов.
Обзор популярных моделей
Коротенько рассмотрим несколько самых популярных и современных моделей токарного станка.
LEN 1250-2000
Сечение болванок, отделываемых на данных устройствах, составляет 1250-2000 мм. На аппаратах установлены роликовые направляющие с высокоточными подшипниками качения, которые установлены в их подвижных узлах.
Точность обработки увеличивается за счет гидравлически сбалансированных резцедержателей вертикального и чырехпозиционного вида. Установки считаются очень надежными благодаря электрооборудованию от компании-производителя Siemens.
LEN 3000-5000
Диаметр болванок для этих моделей находится в пределах 3150-5000 мм. Данное устройство ЧПУ не оборудовано, однако конструкция предусматривает возможность подобного оснащения. Основной привод имеет две ступени и снабжен электрическим двигателем, чья скорость вращения может перестроиться по 16 ступеням.
Направляющие, которые расположены вертикально – скользящие, а находящиеся вертикально – статичные, исполняют роль разгрузочных частей.
SEN 1000-1800
Установки с ЧПУ от известных производителей Siemens и Fanuc. Одними из важных особенностей конструкций моделей являются сервомотор, оборудованный коробкой передач от немецкого изготовителя, и планшайба. Установки этой серии выпускаются в трех стандартных категориях, отличающихся высокими показателями работы и низким уровнем шума.
SENQ
Станок с ЧПУ. Приводится в действие двигателем переменного тока с 16-ступенчатым переключателем скоростей. Стол имеет термально-симметрическую конструкцию. Благодаря особенностям смазки и терморегулирующему устройству имеет высокую точность и минимальную деформацию. Используется для черновой и чистовой обработки деталей.
VWEN
Универсальный станок с ЧПУ. Управляется двигателем постоянного тока через 2-ступенчатое переключение скоростей. Шпиндель стола установлен на точных роликовых подшипниках. Высокая точность обработки обусловлена особой конструкцией стола и подачей смазки.
Из чего состоит токарный станок
Типичная конструкция
Даже маленький токарный станок весит много, создаёт во время работы вибрации. Необходима надёжная станина (1), на которой закрепляют функциональные узлы и отдельные детали. Если предполагается создание напольного варианта, применяют надёжные опоры нужной длины. Итоговая высота рабочей области должна быть удобной для пользователя.
В следующем списке перечислены другие компоненты:
- В передней бабке (3) размещают коробку передач. Она предназначена для регулировки скорости вращения шпинделя (4), изменения величины крутящего момента.
- С обратной стороны заготовку поддерживает задняя бабка (6). Сюда же устанавливают при необходимости метчики, свёрла, другие инструменты.
- В стандартном режиме обработки резцы закрепляют в специальном держателе (5).
- Этот узел монтируют на суппорте (8). Для плавного перемещения по горизонтали применяют винтовой механизм, размещённый в фартуке (7).
- Коробка подач (2) приводит в действие ходовой вал.
Суппорт токарного станка
Устройство
Примечания к рисунку:
- каретка (1) и весь блок в целом (17) приводятся в движение ходовым валом (2);
- механизм перемещения подключают специальной рукояткой (15);
- эти салазки (3) обеспечивают свободу перемещения верхней части в поперечном направлении (12);
- она закреплена на поворотном узле (4) с продольными направляющими (5);
- резцы устанавливают в держатель (6);
- для закрепления этой детали/ инструментов применяют винты (7/8);
- рукояткой (9) можно безопасно перемещать резцы на расстоянии от рабочей зоны;
- крепёжный элемент (10) верхней части (11);
- для её точного перемещения в соответствующих направлениях применяют рукоятки (13, 14) с винтовым приводом;
- маховиком (16) перемещают суппорт вручную.
При детальном изучении этой части токарного станка по металлу необходимо учитывать повышенные нагрузки, которым она подвергается в процессе выполнения технологических операций
Надо обратить внимание на большое количество перемещающихся компонентов
Чтобы сохранить точность обработки, необходимы не только прочные детали. Постоянные регулировки помогут устранить люфт для компенсации износа. Испорченные уплотнители рекомендуется заменять на новые изделия.
Задняя бабка
Основные компоненты узла
Здесь и далее будем рассматривать несложные для самостоятельного воспроизведения проекты с уточняющими комментариями. Пример на рисунке точнее подходит для деревообрабатывающего оборудования. Чтобы длительное время работать с прочными заготовками, следует изготовить опорный башмак из стальной пластины.
В дополнение к стандартному оснащению пригодятся подобные сменные приспособления
С их помощью расширяют базовые возможности задней бабки. В авторских рекомендациях предлагается удалить часть стандартного крепления патрона (3). Это позволит увеличить рабочий ход инструмента, обрабатывать более крупные заготовки.
Особенности изготовления своими руками передней бабки токарного станка
Для изготовления самоделок применяют простые конструкторские решения
Здесь использован ременной привод (1), который отличается небольшой стоимостью, низким уровнем шума. Для ступенчатого изменения крутящего момента установлен двойной шкив (2). Чтобы продлить срок службы шпинделя (3), надо применить пару шариковых подшипников. При необходимости, в корпусе делают отверстия для периодической заливки смазки.
Как правило, токарный станок по металлу оснащают трёхкулачковыми патронами
Эти зажимы центрируются автоматически без дополнительной подстройки. Самостоятельное изготовление подобных узлов вызовет затруднения. Поэтому данный функциональный элемент передней бабки токарного станка купить можно в магазине.
Для обработки квадратных заготовок применяют модели с четырьмя кулачками
Как сделать резцедержатель для токарного станка своими руками
Основную часть держателя лучше сделать в разборном исполнении
Это позволит без лишних трудностей сделать ремонт. В отверстия с резьбой вкручивают болты, которые прочно фиксируют инструмент. Расстояние между пластинами определяют с учётом размеров резцов.
Сверху устанавливают рукоятку для быстрого поворота узла. Это приспособление позволяет оперативно менять инструмент для сложной последовательной обработки заготовок
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
https://youtube.com/watch?v=e9wjriIoRWw
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Главные узлы станка
Категорически не рекомендуется приступать к изготовлению какого-либо агрегата, не понимая принципов работы каждой его составной части и узла, не представляя себе величину и направление действия нагрузок, обоснованности тех или иных технических требований. Из каких элементов состоит токарный станок?
-
Станина. Несмотря на кажущуюся простоту, это самый важный элемент токарного станка по дереву, к нему в дальнейшем крепятся все остальные узлы. Если станина не может выдерживать действующие во время работы усилия, то не стоит надеяться не только на получение качественных изделий, но и на безопасность работы. Станина не должна колебаться или дрожать, первоначальные параметры прочности не должны ухудшаться весь период эксплуатации. Если вы делаете станину из пиломатериалов, то надо выбирать только самые прочные их виды, не допускать даже минимальных люфтов и зазоров между отдельными частями. Дерево — довольно мягкий материал, и зазоры позволяют элементам двигаться и накапливать кинетическую энергию. Величина кинетических усилий в разы превышает значения статических, как следствие – дальнейшее увеличение зазоров, уменьшение прочности станины вплоть до ее полного разрушения. Мы рассмотрим два варианта станины: из дерева и металла. Металлический вариант намного прочнее, безопаснее и долговечнее.
-
Передняя бабка. Узел выполняет две задачи: придает заготовке вращательное движение и удерживает ее в заданном начальном положении. Для мини токарных станков по дереву привод требуется не очень мощный, могут использоваться электрические двигатели от бытовых приборов, дрельки или специальные однофазные минидвигатели. Передняя бабка фиксируется к станине неподвижно, за счет этого увеличивается надежность оборудования.
-
Задняя бабка. Назначение – удерживать вращающуюся заготовку в горизонтальном положении и при этом создавать минимум сопротивления. С деревянной заготовкой может контактировать острый конус или трезубец, конус часто не имеет подшипников, а трезубец должен садиться только на подшипник. Второй вариант предпочтительнее, и установить подшипник на заднюю бабку несложно. Почему? Если поддерживающий заготовку конус не вращается в бабке, а скользит только внутри детали, то со временем отверстие в дереве увеличивается, во время точения дерево шатается. Как следствие – качество обработки поверхностей крайне низкое, в некоторых случаях возникают аварийные ситуации, деталь вырывается и может травмировать рабочего. Профессионалы для улучшения качества и повышения безопасности работы рекомендуют в задней бабке устанавливать фиксирующий трезубец и крепить его к бабке при помощи подшипника. Задняя бабка подвижная, за счет этого в станок устанавливаются детали различной длины. Подвижность выдвигает жесткие требования к прочности и прочности всех отдельных элементов узла.
-
Подручник (упор для резцов). Профессионалы настоятельно рекомендуют его устанавливать на всех без исключения станках по дереву вне зависимости от размеров и мощности. Это специальное устройство, о которое упирается резец во время точения. Инструмент должен лежать устойчиво и без вибраций, в противном случае качество вытачиваемых деталей будет очень далеким от ожидаемого. Кроме того, возникает вероятность вырывания режущего инструмента, что чревато очень серьезными травмами. Упор для резцов должен иметь регулировки по горизонтали и вертикали, с учетом размеров заготовок он приближается или удаляется от оси вращения.
-
Узел управления. Имеется в виду пульт включения/выключения. Имейте в виду, что большинство автоматов имеет пружинные контакты. Их надо надежно защищать от попадания пыли, в противном случае электрическая арматура перестает функционировать. Необходимо разбирать корпус и тщательно очищать внутренние детали от пыли и стружки.
Мы специально дали полный перечень частей с описанием их функций, теперь вы можете принимать взвешенные решения об упрощении конструкций с сохранением их функциональности.
Устройство стандартного токарного станка