Трубная резьба: главные параметры и обозначения, особые методики
Содержание:
- Особенности дюймовой конической резьбы
- Способы нарезки
- Основные характеристики дюймовой резьбы
- Международные стандарты резьбы | Калибры резьбовые и гладкие | Южно-Уральский Инструментальный Завод «КАЛИБР» (ЮУИЗ «КАЛИБР») г. Челябинск
- Быстрые способы высчитать дюйм в миллиметры и наоборот
- Виды трубной резьбы
- Технология нарезания
- Дюйм и другие единицы измерения
- Дюймовая резьба – правила обозначения, некоторые термины
- Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
- Плашки круглые для нарезания дюймовой резьбы UNC/UNF по DIN-EN 22 568
- Основные сведения
- Отличия от метрической резьбы
- Плашки дюймовые для нарезания резьбы UNC, UNF, 8-UN
- Принципы обозначения
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Основные характеристики дюймовой резьбы
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
- наружным и внутренним диаметром;
- шагом;
- областью расположения;
- профилем поверхности;
- направлением сечения;
- высотой профиля;
- количеством заходов.
Все стандартизированные показатели закреплены в ГОСТ 6357–1981. Основными показателями считаются диаметр и шаг. По понятиям диаметра понимают одно из принятых определений:
наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней;
внутренний диаметр – единица для указания расстояния между противоположными точками впадин на низшей точке резьбовой канавки;
шаг витков является важной характеристикой нарезки, измеряется между двумя точками соседних канавок или вершин, характеризуется постоянством, так как подобрать ответные болт и гайку при отсутствии условия стабильности очень проблематично;
высота профиля нарезки высчитывается путем нахождения разницы между двумя диаметрами — наружным и внутренним.
Международные стандарты резьбы | Калибры резьбовые и гладкие | Южно-Уральский Инструментальный Завод «КАЛИБР» (ЮУИЗ «КАЛИБР») г. Челябинск
Camera mount Thread
В фотографии стандартизованы резьбы для сменных объективов, которые не зависят от производителя. Они называются «Резьбы для объективов» (lens thread).
Резьба для объектива — предшественник соединения типа «байонет», преимущественно используемого в настоящее время. Объективы на резьбе использовались, главным образом, до 80-х годов 20 века. Однако, резьба для объектива M42 все еще представляет собой недорогую и практичную альтернативу для зеркальных фотоаппаратов с высококачественными линзами.
Резьба для объективов M39x26 Gg (M39-Screw Thread M39 x 26Gg) M39-Screw Thread M39 x 26Gg — также известная, как Leica L-Mount — применялась в миниатюрных камерах с 1930-х годов. Компании, использовавшие эту резьбу:
- Leica
- Voigtlander
- Canon
- Ricoh
Высококачественные объективы с такой резьбой выпускаются до сих пор.
Резьба для объективов M40 (M40-Screw Thread) M40-Screw Thread — очень редкий тип резьбы. Использовался, в основном, в 1930-е годы. Например, в камерах Praktiflex и Praktiflex II марки Practica. В настоящее время эта резьба используется в некоторых цифровых камерах.
Резьба для объектива M42x1 (M42-Screw Thread M42 x 1.
0) M42 — название для стандартизованной резьбы, которая использовалась в камерах Praktica, Voigtlander, Fujica ST, Ricoh и Pentax.
M42 — преемник для устаревшей M39 резьбы, и применялась во времена, когда производитель еще не пытался привязать пользователей к использованию объективов с байонетами их собственного производства.
Резьба для объектива T2 (T2-screw thread M42 x 0.75) T2 — старый стандарт Tamron. Существует множество адаптеров, подходящих к T2. Как от T2 к другим резьбам, так и наоборот. Для многих областей крепление T2 стало стандартом, например, для микроскопов, телескопов, проекторов.
Резьба для объективов C-Mount 1″ x 32 TPI UN 2A Стандартная резьба для объективов цифровых камер со стандартным рабочим отрезком объектива, равным 17,526 мм.
Резьба для объективов CS-Mount 1″ x 32 TPI UN 2A Аналогична C-Mount креплению, кроме стандартного рабочего отрезка объектива. CS-Mount имеет стандартный рабочий отрезок 12,5 мм.
Резьбы для штативов
1/4″ — 20 UNC спользуется в дальномерных пленочных камерах до среднего формата, устройствах автоспуска и панорамных головках.
3/8″ — 16 UNC Некоторые среднеформатные и почти все крупноформатные камеры. Большинство треног и панорамных головок.
# Ссылка
Быстрые способы высчитать дюйм в миллиметры и наоборот
Перечисленный выше способ прост и удобен. Однако, если требуется перевести несколько десятков значений, то есть смысл оптимизировать процесс перевода. Сделать это можно разными способами:
- при помощи линейки;
- с помощью онлайн-калькуляторов;
- используя таблицу распространенных преобразований.
Самый простой и доступный способ осуществить перевод дюймов в мм – это использовать специальную линейку. Сегодня в продаже можно увидеть металлические и пластмассовые линейки, имеющие две шкалы – сантиметровую и дюймовую.
Соответственно, если нужно произвести подобную конвертацию, найдите на дюймовой шкале требуемое значение, например, 3″. Теперь проведите мысленно линию до противоположной грани линейки, где расположена сантиметровая шкала. Вот и всё – вы узнали, что 3″ в метрической системе измерения равняется 7,62 сантиметра или 76,2 миллиметра. Обратная процедура выполняется также.
Если под рукой имеется компьютер с подключением к интернету, можно воспользоваться специальными онлайн калькуляторами. Их преимуществом является высокая точность перевода – обычно результат выводится с точностью до тысячной доли миллиметра. Чтобы узнать, сколько будет дюйм с четвертью в миллиметрах, следуйте следующей инструкции:
- Откройте наиболее привычный для вас интернет-поисковик.
- Вбейте в строке поиска “калькулятор перевода дюймов в миллиметры”.
- Откройте одну из первых ссылок, чтобы перейти на требуемый сайт.
- На открывшейся страничке выберите направление перевода – из дюймов в миллиметры или наоборот.
- В свободном окне введите требуемое значение. За доли секунды онлайн калькулятор произведет требуемые вычисления и выдаст вам готовый результат.
Впрочем, пользователям, которые используют именно стандартные числа, можно пойти ещё более простым путём. Составим таблицу с наиболее распространенными значениями, используемыми специалистами при маркировке труб и резьбовых соединений.
| Размер в дюймах | Размер в сантиметрах |
| 1 | 2,54 |
| 1 ½ | 3,81 |
| 2 | 5,08 |
| 2 ½ | 6,35 |
| 3 | 7,62 |
| 3 ½ | 8,89 |
| 4 | 10,16 |
| 4 ½ | 11,43 |
| 5 | 12,7 |
| 5 ½ | 13,97 |
Используя эту таблицу, можно без труда перевести дюймы в сантиметры и наоборот.
Виды трубной резьбы
Информация о типах трубной резьбы и используемом инструменте нужна не только для заводского изготовления. Во-первых, при выборе труб с нарезанными соединениями покупателю нужно знать, как выбрать оптимальный вариант, а во-вторых, нередко резьба на трубах нарезается самостоятельно в домашних условиях, и для этого требуются знания о том, чем нарезать резьбу на трубе, и как провести эту работу.
На сегодняшний день используется три вида трубной резьбы:
- Цилиндрическая. Такой тип резьбы на трубах образуется посредством обработки, в результате которой получается равнобедренный треугольник с 55-градусным углом у вершины.
- Коническая. Такая спиралевидная нарезка имеет такой же профиль, как и в случае с цилиндрической резьбой. Отличие заключается в том, что нарезка осуществляется на скошенном отрезке трубы с конусностью 1:16.
- Дюймовая. В данном случае профиль имеет вид равностороннего треугольника.
Дюймовая резьба в последнее время встречается очень редко. Ее не делают самостоятельно, да и на производстве данный вариант практически не изготавливается. Конечно, существует таблица дюймовой трубной резьбы, но она по понятным причинам не пользуется спросом. Цилиндрическая и коническая резьба, в отличие от дюймовой, используются практически во всех случаях.

Также стоит сказать о метрической металлообработке, при которой получаются изделия с меньшими углами гребней и впадин при меньшей округлости вершин ниток нарезки.
Технология нарезания
Резьбу UNC создают путем снятия части материала с поверхностей цилиндрических и конических заготовок. Это осуществляют на станках. В зависимости от типа применяют метчики и плашки (для внутреннего и наружного соответственно).
Хвостовик служит для монтажа в воротке или патроне станка. Рабочая часть подразделена на заборную и калибрующую. Первая осуществляет нарезание, вторая служит для калибровки. Режущие кромки сформированы продольными канавками, которые к тому же обеспечивают выход стружки. Ограниченные канавками режущие части называют режущими перьями.
На станках чаще всего применяют машинные варианты, однако для твердых и вязких материалов требуются специфические комплекты метчиков, включающие два либо три инструмента. Они отличаются по чистоте обработки и выполняют различный объем работ. Так, для комплекта из двух метчиков используется пропорция 75/25%, из трех – 60/30/10%. Конструктивно метчики одного набора отличаются длиной заборной части, которая наибольшая у чернового варианта. Для заготовок с поверхностью, прерванной канавкой либо пазом, применяют инструменты с числом канавок, не кратным количеству пазов, и с винтовыми канавками. Вторые также подходят для отверстий длиной от двух диаметров. При этом необходимо соответствие направления винтовой канавки нарезаемой резьбе. Специфические варианты представлены бесканавочными метчиками. Они рассчитаны на создание коротких сквозных резьб. Такие инструменты отличаются большей прочностью и лучшим качеством работ. Еще одна специфическая версия метчиков – с зубьями в шахматном порядке, рассчитанная на короткие сквозные резьбы на вязких материалах. Они сокращают трение, улучшают подвод смазочно-охлаждающей жидкости и стружкообразование. Метчики устанавливают аналогично плашкам либо в патроны для них. Скорость работ составляет 5-12 для стали и 6-22 м/с для прочих материалов. При нарезании требуется охлаждение маслом либо эмульсией.
Ввиду различной конфигурации на станках их монтируют в разные держатели. Так, для лерок применяются леркодержатели, представленные воротками в виде рамок с 2 рукоятками. Плашка находится внутри и фиксируется тремя винтами, входящими в углубления на ее боках. Клуппы для раздвижных вариантов выполнены в виде косых рамок с 2 рукоятками. Полуплашки размещают в отверстии, регулируя размер нажимным винтом.
Перед нарезанием резьбы поверхность заготовки обрабатывают. Для наружного соединения требуется обеспечить меньший ее диаметр по отношению к внешнему диаметру резьбы. Данная разница составляет примерно 0,1-0,3 мм в зависимости от размера соединения. На торце снимают фаску, соответствующую высоте профиля, для формирования захода. Плашку монтируют с держателем в гнезде головки либо пиноли задней бабки. Скорость работ определяется типом материала. Так, для стальных заготовок она равна 3-4, для чугунных – 2-3, для латунных – 10-15 м/мин.
Дюйм и другие единицы измерения
Начнем с того, что дюйм – это единица измерения, широко применявшаяся во многих странах Европы всего несколько веков назад. Сегодня в большинстве стран он практически вытеснен, но в Великобритании и в США активно используется не только метрическая система измерений, но и старая, привычная, включающая в себя футы, мили и прочие.
Нужно перевести сантиметры? Здесь также не возникнет проблем – просто не забудьте, что 1 см равен 0,394″. Наконец, при работе с более крупными единицами измерения, например, метрами, если потребуется выполнить такую операцию, достаточно помнить, что в одном метре помещается 39,4″.
Дюймовая резьба – правила обозначения, некоторые термины
Дюймовый крепеж уже давно не новость в нашей стране. Он широко применяется и в строительстве, и в промышленности, и в быту (например, в персональных компьютерах).
Правила обозначения дюймового крепежа
Рассмотрим их на конкретном примере — болт с шестигранной головкой 1/2” – 13UNC x 1 3/4”
| Диаметр резьбы | Шаг резьбы | Длина болта |
| 1/2” — размер в дюймах (полдюйма) Напоминаем: 1 дюйм = 2,54 см | 13 – в изделиях с дюймовой резьбой эта цифра подразумевает количество витков на дюйм | 1 3/4” — длина в дюймах |
Важный момент: Размер (диаметр) резьбы (мелкая или крупная) задается числом и/или частями дюйма, за исключением диаметров трубной резьбы меньших 1/4 дюйма (за унифицированными диаметрами до 1/4” закреплены номера от №0 до №12).
| Наружный диаметр, размер в дюймах и миллиметрах. | Шаг резьбы | Диаметр сверла | ||
| United coarse – резьба c крупным шагом | United fine – резьба с мелким шагом | gauge (калибр) / размер в дюймах» / размер в миллиметрах | gauge (калибр) / размер в дюймах» / размер в миллиметрах | |
| №0 0.0600” / 1,524мм | 64 | 80 | 3/64″ | |
| №1 0.0730” / 1,8542мм | 64 | 72 | #53 0.0595” / 1,511мм | #53 0.0595” / 1,511мм |
| №2 0.0860” / 2,1844мм | 56 | 64 | #50 0.070” / 1,778мм | #50 0.070” / 1,778мм |
| №3 0.0990”/ 2,5146мм | 48 | 56 | #47 0.0785” / 1,994мм | #45 0.082” / 2,083мм |
| №4 0.1120” / 2,8448мм | 40 | 48 | #43 0.089” / 2,261мм | #42 0.0935” / 2,375мм |
| №5 0.1250” / 3,1750мм | 40 | 44 | #38 0.1015” / 2,578мм | #37 0.104” / 2,642мм |
| №6 0.1380” / 3,5052мм | 32 | 40 | #36 0.1065” / 2,705мм | #33 0.113” / 2,870мм |
| №8 0.1640” / 4,1656мм | 32 | 36 | #29 0.136” / 3,454мм | #29 0.136” / 3,454мм |
| №10 0.1900” / 4,8260мм | 24 | 32 | #25 0.1495” / 3,797мм | #21 0.159” / 4,039мм |
| №12 0.2160” / 5,4864мм | 24 | 28 | #16 0.177” / 4,496мм | #14 0.182” / 4,623мм |
| 1/4” / 6,3500мм | 20 | 28 | #7 0.201” / 5,105мм | #3 0.213” / 5,410мм |
| 5/16” / 7,9375мм | 18 | 24 | F 0.257” / 6,528мм | I 0.272” / 6,909мм |
| 3/8” / 9,5250мм | 16 | 24 | 5/16” | Q 0.332” / 8,433мм |
| 7/16” / 11,1125мм | 14 | 20 | U 0.368” / 9,347мм | 25/64” |
| 1/2” / 12,700мм | 13 | 20 | 27/64” | 29/64” |
| 9/16” / 14,2875мм | 12 | 18 | 31/64” | 33/64” |
| 5/8” / 15,8750мм | 11 | 18 | 17/32” | 37/64” |
| 3/4” / 19,0500мм | 10 | 16 | 21/32” | 11/16” |
| 7/8” / 22,2250мм | 9 | 14 | 49/64” | 13/16” |
| 1” / 25,4000мм | 8 | 12 | 7/8” | 59/64” |
Сразу отметим, что американская цилиндрическая дюймовая резьба отличается от метрической, и использовать крепежные изделия с одним типом резьбы взамен другого типа резьбы просто не получится. Если крепление подразумевает винтовое соединение, то к отверстиям с дюймовой резьбой необходимо подбирать такие же винты, а болты того или другого типа резьбы должны комплектоваться гайками такого же типа.
Например, болту с шестигранной головкой 1/2” – 13UNC x 1 3/4” в метрической системе близок по параметрам болт М12, однако, как вы можете увидеть на рисунках, друг друга они не замещают.
Диаметры отверстий и стержней под нарезание дюймовой резьбы американского стандарта.
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
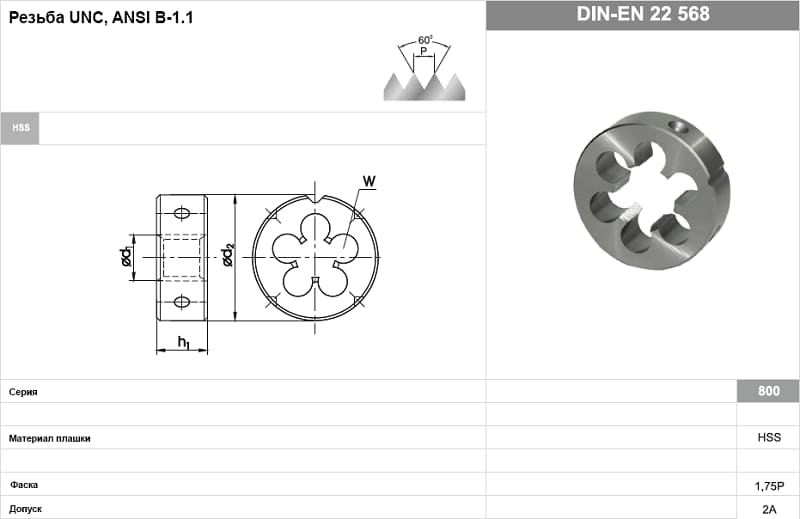
Плашки круглые для нарезания дюймовой резьбы UNC/UNF по DIN-EN 22 568
крупный шаг (угол профиля 60*)
Nr. 1
0.0730
64
16 x 5
3
2
0.0860
56
16 x 5
3
3
0.0990
48
20 x 5
3
4
0.1120
40
20 x 7
3
Nr. 5
0.1250
40
20 x 7
3
6
0.1380
32
20 x 7
3
8
0.1640
32
20 x 7
4
10
0.1900
24
20 x 7
4
Nr. 12
0.2160
24
20 x 7
4
1/4
0.2500
20
20 x 7
4
5/16
0.3125
18
25 x 9
4
3/8
0.3750
16
30 x 11
4
7/16
0.4375
14
30 x 11
4
1/2
0.5000
13
38 x 14
4
9/16
0.5625
12
38 x 14
4
5/8
0.6050
11
45 x 18
4
3/4
0.7500
10
45 x 18
5
7/8
0.8750
9
55 x 22
5
1
1.0000
8
55 x 22
5
1-1/8
1.1250
7
65 x 25
5
1-1/4
1.2500
7
65 x 25
6
1-3/8
1.3750
6
65 x 25
6
1-1/2
1.5000
6
75 x 30
6
1-3/4
1.7500
5
90 x 36
7
2
2.0000
4 1/2
90 x 36
7
с мелким шагом (угол профиля 60*)
Nr. 0
0.0600
80
16X5
3
1
0.0730
72
16X5
3
2
0.0860
64
16X5
3
3
0.0990
56
16X5
3
Nr. 4
0.1120
48
16X5
3
5
0.1250
44
20X5
3
6
0.1380
40
20X5
3
8
0.1640
36
20X5
4
Nr. 10
0.1900
32
20X7
4
12
0.2160
28
20X7
4
1/4
0.2500
28
20X7
4
5/16
0.3125
24
25X9
4
3/8
0.3750
24
30X11
4
7/16
0.4375
20
30X11
4
1/2
0.5000
20
38X10
4
9/16
0.5625
18
38X10
5
5/8
0.6250
18
45X14
5
3/4
0.7500
16
45X14
5
7/8
0.8750
14
55X16
5
1
1.0000
12
55×16
6
1-1/8
1.1250
12
65X18
6
1-1/4
1.2500
12
65X18
6
1-3/8
1.3750
12
65X18
7
1-1/2
1.5000
12
75X20
7
Дюймовая резьба с очень мелким шагом
Nr. 12
0.2160
32
20X7
4
1/4
0.2500
32
20X7
4
5/16
0.3125
32
25X9
4
3/8
0.3750
32
30X11
4
7/16
0.4375
28
30X11
5
1/2
0.5000
28
38X10
5
9/16
0.5625
24
38X10
5
5/8
0.6250
24
45X14
5
3/4
0.7500
20
45X14
5
7/8
0.8750
20
55X16
5
1
1.0000
20
55X16
6
с крупным шагом (угол профиля 55*)
1/16
60
16×5
3
3/32
48
16×5
3
1/8
40
20 x 5
3
5/32
32
20 x 7
3
3/16
24
20 x 7
4
7/32
24
20 x 7
4
1/4
20
20 x 7
4
5/16
18
25 x 9
4
3/8
16
30 x 11
4
7/16
14
30 x 11
4
1/2
12
38 x 14
4
9/16
12
38 x 14
4
5/8
11
45 x 18
4
3/4
10
45x 18
5
7/8
9
55x 22
5
1
8
55 X 22
5
1-1/8
7
65 X 25
5
1-1/4
7
65 X 25
6
1-3/8
6
65 X 25
6
1-1/2
6
75 X 30
6
1-5/8
5
75 X 30
7
1-3/4
5
90 X 36
7
2
4 1/2
90 X 36
7
с мелким шагом (угол профиля 55*)
3/16
32
20 x 7
4
1/4
26
20 x 7
4
5/16
22
25 x 9
4
3/8
20
30 x 11
4
7/16
18
30 x 11
4
1/2
16
38 x 10
4
5/8
14
45 x 14
4
3/4
12
45 x 14
4
7/8
11
55 x 22
5
1
10
55 x 22
5
Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Базовые технические характеристики дюймовой резьбы:
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
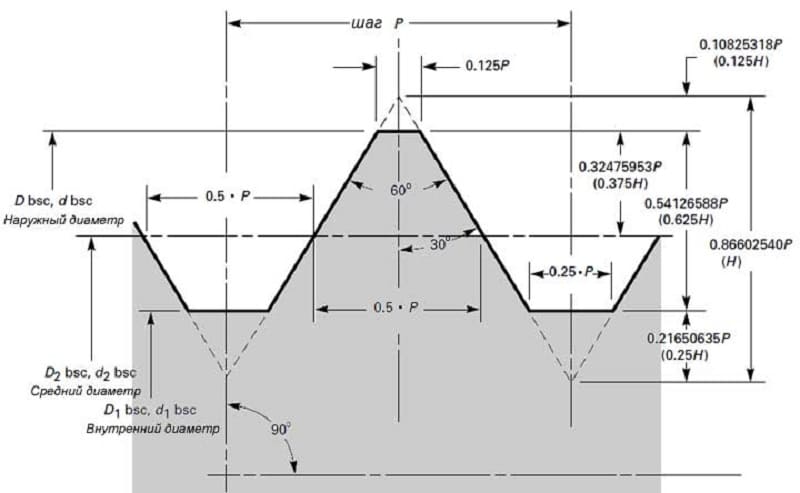
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Плашки дюймовые для нарезания резьбы UNC, UNF, 8-UN
Поступления на склад, акции, распродажи!
Комплексные поставки инструмента мелким, крупным оптом от 3000 руб для физических и юридических лиц из Санкт-Петербурга по России, в Беларусь, Казахстан в кратчайшие сроки. Звоните или отправьте заявку прямо сейчас! Мы обновляем каталог. Если вы не нашли нужный товар, перезвоните 8(800)444-34-02 (с 9 до 17:30 по Московскому времени) или отправьте запрос через удобную форму (ежедневно, круглосуточно).
Плашки дюймовые для нарезания резьбы UNC, UNF, 8-UN оптом
Плашки дюймовые (лерки) – инструмент цилиндрической формы, предназначенный для нанесения внешней резьбы на металлические изделия: трубы, стержни, пруты.
Это типичный для Америки стандарт, поскольку именно там дюйм как единица измерения намного более распространен, чем сантиметр. В Европе и России дюймовый стандарт встречается довольно редко.
При обработке трубы плашкой прорезанная дюймовая резьба имеет коническую форму (угол наклона 60о), рельеф срезан – как впадины, так и вершины.
Плашки дюймовые – особенности маркировки и использования
Дюймовая плашка маркируется буквой К. От R-лерок она отличается не только тем, что ее диаметр измеряется не в сантиметрах, а в дюймах. Подобная резьба не почти не дает деформации витков. Также дюймовый стандарт отличается от моделей типа R более широким профилем нарезного «зуба». За величину шага в данном случае принимается количество витков резьбы на один дюйм.
Для изготовления лерок используется только прочный материал – закаленная легированная или быстрорежущая сталь.
Дюймовая плашка имеет специфическую классификацию, определяемую размером шага резьбы.
- Обозначение UNC – плашки дюймовые, позволяют создавать резьбу с широким (крупным) шагом.
- Обозначение UNF – дюймовый стандарт, говорящий о том, что резьба имеет мелкий шаг.
- Обозначение UNEF – дюймовый стандарт, которым маркируются плашки, нарезающие резьбу с особо мелким шагом.
Существуют и плашки с маркировкой 8-UN. Это обозначение говорит о том, что у лерок единое значение шага вне зависимости от диаметра инструмента. Оно составляет 8 нитей на 1 дюйм.
Резьба, которую нарезает подобная плашка, может быть как левой, так и правой. Возможно использование и машинного способа обработки труб, и ручного. Дюймовая плашка часто используется для резьбы по цветному металлу. Применяется она и для нарезания инструментальной или конструкционной стали.
«Металл Гирз» — качественные инструменты недорого
В онлайн-магазине «Металл Гирз» вы можете купить качественный инструмент от российских и зарубежных производителей. Мы сотрудничаем с американскими, азиатскими, европейскими заводами и предприятиями, расположенными на территории СНГ.
Наша компания работает с производителями без посредников, поэтому предлагает товар с минимальной наценкой. У нас вы можете купить инструмент оптом либо в розницу, заказать конкретные модели или готовые наборы.
А мы свяжемся с производителями и обеспечим оперативную доставку инструмента.
Для жителей Сант-Петербурга и области возможен самовывоз товара со склада. Остальные регионы РФ обслуживаются через транспортные компании, «Почту России» или собственную курьерскую службу «Металл Гирз».
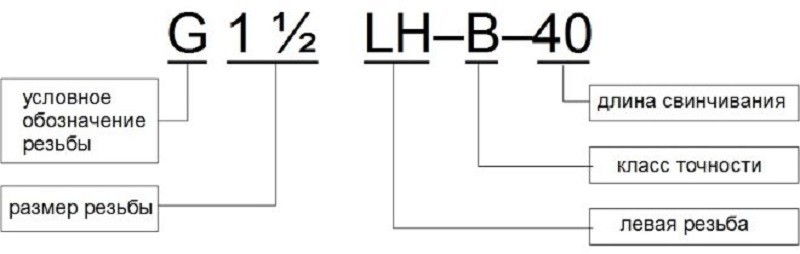
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.