Устройство микрометра и разновидности измерительных приборов
Содержание:
- Правила эксплуатации микрометрических нутромеров
- Технические характеристики.
- Диапазон измерений
- Принципиальное устройство микрометра
- Конструкция прибора и как он работает
- Как пользоваться микрометрами?
- Назначение
- Устройство и особенности работы с прибором
- Основные разновидности
- Выставление нуля микрометра
- Порядок проведения измерений микрометром
- Как правильно измерять?
- Устройство гладкого микрометра типа мк-25
- Описание прибора
- Как правильно пользоваться микрометром: пример ухода и обслуживания
- Виды микрометров
- Популярные модели
- Виды микрометров
- Устройство
Правила эксплуатации микрометрических нутромеров
Для того чтобы обеспечить длительную работу нутромера и сохранить его высокие метрологические характеристики следует соблюдать следующие правила:
- Перед началом работы проверяйте по установочной мере правильность установки микрометрической головки на ноль.
- Не вывертывайте винты установочной меры во избежание потери ее размера.
- Соединение головки и удлинителей производите без перетяжки, до упора торцов.
- В процессе работы поддерживайте нутромер в местах, обеспечивающих его минимальный прогиб, то есть на расстоянии от измерительных поверхностей, примерно равном 1/5 измеряемой длины.
- Не вынимайте без особой надобности измерительные стержни из корпусов.
- Не допускайте ударов по нутромеру, особенно по его измерительным поверхностям.
- Сохраняйте чистоту шкалы, микрометрического винта и других деталей.
- Во избежание появления следов коррозии храните нутромер в закрытом футляре и в сухом месте.
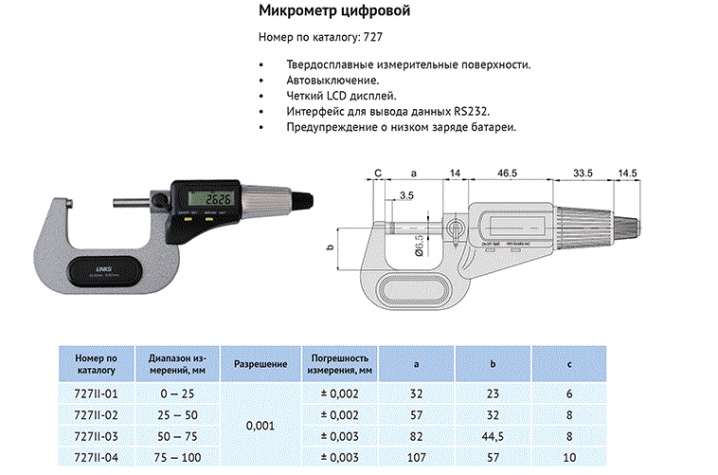
Технические характеристики.
2.1. Измерительные поверхности микрометра оснащены твердосплавными напайками. В качестве отсчетного устройства применяется микрометрическая головка с ценой деления на барабане 0,01 мм и унифицированное индикаторное отсчетное устройство рычажно-зубчатого типа с ценой деления 0,001 мм.
2.3. Микровинт в микрометрической головке – каленый, со шлифованной резьбой. Шкала: стебель и барабан с матовым хромированным покрытием. Ход микровинта рычажного микрометра составляет 25 мм.
2.4. Измерительное усилие в процессе измерения составляет 3-8 Н. Диапазон измерения индикаторного отсчетного устройства составляет ±30 мкм.
2.5. Технические характеристики рычажных микрометров приведены в табл.1.
Таблица 1 — Технические характеристики рычажных микрометров типа МР
| Модель | Диапазон измерений, мм | Дискретность отсчета, мм | Погрешность измерения, мм | Масса, кг | |
| по микрометрической головке | по индикатору | ||||
| МР-25 | 0-25 | 0,01 | 0,001 | 0,001 | 0,9 |
| МР -50 | 25-50 | 0,01 | 0,001 | 0,001 | 1,2 |
Диапазон измерений
Логично выбрать такой прибор, который позволяет работать с наиболее актуальным для вас диапазоном длин. Поэтому на каждой модели микрометра указывается его диапазон в миллиметрах в виде специальной маркировки. В конструкции микрометра всегда существует ограничение хода микрометрического винта. Максимальная линейная длина, которую можно измерить с его помощью, всегда меньше расстояния от пятки до стопора.
Для распространённых нужд чаще используются модификации с диапазоном 0-25 мм (например, у гладкого микрометра будет маркировка типа МК 25) и 0-75 мм. ГОСТом предусмотрены и другие основные диапазоны до 900 мм включительно. С увеличением диапазона несколько увеличивается и допустимый предел погрешности. Например, МК 25 измеряет с точностью до 2 мкм. У микрометров с наиболее широким диапазоном (600-900 мм) предел погрешности может достигать 10 мкм.
У приборов с диапазоном более 50 мм есть установочная концевая мера, которая позволяет производить более точные измерения путём установки индикатора на нулевое деление. Такой механизм объясняется следующим. Чем больше диапазон измерения, тем существеннее деформация детали, а следовательно, и погрешность. Для того чтобы деформация как можно меньше влияла на результат замера, используются индикаторы двух видов.
- Часовые – имеют шкалу с ценой деления 0,001. Позволяют регулировать давление на микрометрический винт, чтобы деформация не была слишком большой. Во время проведения замера вращать барабан следует до тех пор, пока стрелка индикатора не будет на нулевом делении шкалы.
- Цифровые – работают по тому же принципу, но позволяют установить индикатор на ноль более удобным и быстрым способом.


Принципиальное устройство микрометра
Последние модели устройств оснащены двумя усовершенствованиями, которые помогают выполнить качественно измерения. Первым из них является блокировка винта, которая фиксирует его в любых положениях. Микрометр можно установить в нужное положение, а затем заблокировать. Второе усовершенствование — трещотка, расположенная на конце барабана. Теперь относительно небольшое давление на барабан может привести к значительной силе, действующей между двумя зажимами.
Если усилие будет чрезмерными, оно может вызвать перенапряжение измерительной конструкции, привести к её повреждению и неправильным показаниям. Чтобы преодолеть эту проблему, нужно настроить прибор, в этом помогает барабан, который приводится в движение через трещотку. Существуют три типа микрометров:
- Внешние используются для измерения внешнего расстояния или диаметра с точностью до 0, 001 дюйма.
- Внутренние используются для измерения внутреннего диаметра с точностью до 0, 001 дюйма.
- Глубинные используются для измерения глубины с точностью до 0, 001 дюйма.
Они обычно состоят из таких элементов:
- Скоба.
- Пятка.
- Винт.
- Зажим.
- Трещотка.
- Стебель.
- Барабан.
- Шкалы.
Конструкция прибора и как он работает
Микрометр МК относится к категории измерительных инструментов, предназначенных для проведения высокоточных замеров. Высокая точность измерений обеспечивается конструкцией рассматриваемого инструмента. К основным составляющим частям этого измерительного прибора относятся:
- Скоба или дужка, имеющая С-образную конструкцию
- Стебель — измерительная часть, на которой находится шкала
- Рабочая часть, состоящая из пятки и шпинделя
Если взять в руки микрометр впервые, то возникает вопрос, как ним надо правильно пользоваться. Ведь внешне прибор хотя и имеет простую конструкцию, но при попытке измерить что-либо, возникает много трудностей. Чтобы произвести правильные измерения микрометром, надо разобраться с его устройством и принципом работы детально.
Работа измерителя заключается в перемещении подвижного винта, который соединен с измерительной осью. Перемещение винта способствует его отклонению от нулевой отметки. Для выявления показаний размеров детали, на стебле прибора имеется шкала, цена деления которой составляет 0,5 мм, что зависит от точности микрометра.
Чтобы разобраться, как надо пользоваться микрометром, требуется научиться читать шкалу этого инструмента. Как и со шкалой штангенциркуля, для снятия замеров микрометром, требуется соответствующий подход. Для этого прибор оснащен двумя шкалами:
- Неподвижная или основная — расположена на стебле, и ее еще называют круговой. Неподвижная шкала имеет разметку, шаг деления которой составляет 1 мм между большими рисками и 0,5 мм между большой и малой
- Подвижная или крутящаяся (нониусная) — происходит исчисление доли миллиметра. Для уточнения размера детали, понадобится сложить полученные результаты на подвижной и неподвижной части
На торцевой части рассматриваемого инструмента находится трещотка, которая предназначена для того, чтобы исключить повреждение измеряемой детали. При соприкосновении подвижного шпинделя с измеряемой деталью, происходит прокручивание трещотки. Это прокручивание и есть сигналом о том, что можно производить измерения. Перед тем, как научиться измерять микрометрами, требуется разобраться с их видами. Знать виды микрометров надо, чтобы выбрать инструмент для соответствующих измерительных работ.
Как пользоваться микрометрами?
недопущения преждевременного истирания
Пятка чуть-чуть прижимается к поверхности детали и выполняется вращение микрометрического винта при помощи специальной трещотки до момента его соприкосновения с поверхностью измеряемого предмета. Трещотку используют с целью контроля усилий натяжения – обычно выполняется зажим винта до 2–4 щелчков трещотки. Микрометрический винт фиксируется при помощи стопорного механизма, для того чтобы не произошло изменений показаний, во время считывания данных, полученных на шкале.
Во время использования микрометра он должен удерживаться за скобу таким образом, чтобы шкала на стебле была хорошо видна и снятие замеров ничем не затруднялось.
В процессе измерения круглых заготовок, поверхности прибора должны располагаться в диаметрально противоположных частях детали. При этом, с одной стороны, прижимают пятку, а вращение трещотки микрометрического винта происходит с постоянным контролем и выравниванием прибора в нескольких направлениях – осевое и радиальное. После измерений нужно выполнить проверку инструмента по эталону.
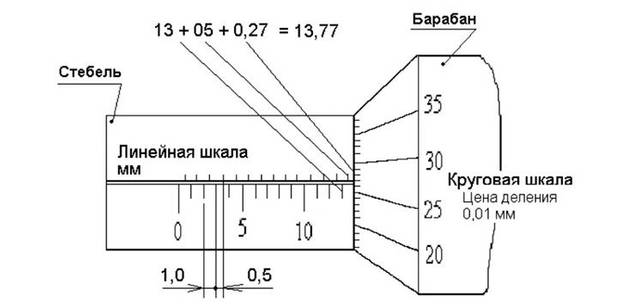
Для вычисления размеров измеряемой детали складывают показания снятые с каждой шкалы: двух разметок на стебле и одной барабанном механизме. Верхняя часть шкалы на стебле предназначена для получения данных в мм. В свою очередь, нижняя шкала, предназначена для снятия половины миллиметра, при этом в случае её смещения в правую сторону к основному значению добавляют 0,5 мм. Ну и в заключение добавляются данные снятые со шкалы на барабане. Одна метка шкалы на барабанном механизме соответствует показанию в 0,01 мм.
Назначение
Данный инструмент предназначен для точного определения внутренних размеров, когда недостаточно точности обычного штангенциркуля. Микрометр, который имеет такую же степень точности, также широко используется на производстве и в различных мастерских, но им не всегда удобно работать.
Хороший пример – определение диаметра цилиндра в автомобильном двигателе. Его нельзя измерить микрометром, а значение должно быть определено с большой точностью, если речь идёт, скажем, о выявлении брака или диагностике степени износа. Диаметру цилиндра достаточно измениться всего на несколько сотых миллиметра в процессе эксплуатации двигателя, и у поршня появится люфт, который вскоре приведёт к неисправности.
Метод измерения нутромером с микрометрической головкой в подобных случаях довольно прост. Достаточно всего лишь произвести установку шкалы на ноль и подобрать подходящий удлинитель из набора.
Устройство и особенности работы с прибором
Прибор знаком многим мастерам, по сути, это зажим с линейкой, правда, считает он по определённой системе. Если вы до сих пор не знаете, что измеряет микрометр и как с ним работать, прежде всего, необходимо внимательно изучить его устройство. Как мы видим из рисунка (фото ниже), все измерения микрометром проводятся контактным способом. Деталь зажимается в тиски и плотно удерживается в ней. Все основные механизмы микрометра расположены на скобе.
Внешний вид прибора и устройство
Принцип расчёта размеров в этом инструменте основан на таком понятии, как винтовая пара. Винт очень хорошо виден на фото. Благодаря его шагу на оси можно заметить отклонения от нулевой отметки. На стебле прибора нанесена шкала, цена её деления составляет 0,5 мм. Впрочем, ширина шага может быть разной.
Шкалы микрометра
Микрометр имеет две шкалы:
- Неподвижную на стебле. Эта шкала обычно имеет шаг деления 1 мм и ещё половинчатые (0,5 мм), которые позволяют посчитать точный размер до половины миллиметра.
- Крутящаяся шкала барабана. Эти деления показывают доли миллиметра. Чтобы узнать размер детали, необходимо сложить цифры, получившиеся на неподвижном стебле, и те, что показывает крутящийся барабан.
Противоположная часть микрометрического винта жёстко соединена с барабаном, в конце которого нанесена трещотка. Она позволяет прижимать лапки, именно поэтому её не стоит использовать для измерения таких тонких материалов, как проволока, трещотка, её просто сплющит. Трещотка необходима для калибровки прибора. Как это делать правильно, мы расскажем ниже в статье.
Основные разновидности
В зависимости от длины передвижного шпинделя (винта) микрометры классифицируют по типоразмерам. Приборостроительная промышленность производит устройства для измерения размера деталей в диапазонах:
- от 0 до 25 мм,
- от 25 до 50 мм,
- от 50 до 75 мм,
- до 500−600 мм.
Ряд измерительных приборов дополнительно укомплектован установочными концевыми мерами для возможности выставления устройства в позицию «на ноль».
Микрометры имеют различие по видам (по ГОСТ 6507–90 ) в зависимости от назначения и конструктивной принадлежности (ручные и настольные).
Широко распространены в использовании следующие виды измерительных микрометров:
гладкие — предназначены мерить наружные размеры;
листовые — для толщины лент и листов, оснащены стрелочным циферблатом;
трубные — для толщины трубных стенок;
проволочные — для толщины проволоки;
микрометрические головки — для измерения перемещения;
зубомерные — измеряют нормали зубчатых цилиндрических колес, что важно для контроля качества при их производстве.
Помимо отображенных в ГОСТ, используются и другие виды инструмента:
- рычажные микрометры — принцип действия прибора основан на механизме измерения линейных величин с помощью метода сравнений и оценок (модель МРИ);
- микрометры призматические — для измерения внешнего диаметра инструмента со множеством лезвий (серия МТИ, МПИ, МСИ);
- нутромеры микрометрические — для измерения внутренних параметров различных деталей (НМ, НМИ);
- канавочные;
- резьбомерные;
- универсальные и прочие.
Электронный инструмент
Для скоростных обмеров предназначены приборы с наличием электронной «цифровой» индикации, значение произведенных измерений у которых отображается на отдельном табло (к примеру, микрометр модифицированный МК — МКЦ).
Современные микрометры с цифровой индикацией имеют ряд определенных достоинств:
- Внутренняя электронная начинка в составе устройства и цифрового табло индикации значительно облегчает работу, связанную с измерением, и экономит время, расходуемое на считывание результатов. Табло индикатора электронного микрометра отображает все полученные измерительные данные, при этом проблемы со снятием данных, как правило, отсутствуют.
- Ощутимое преимущество цифровых устройств (ГОСТ 6507−90) составляет цена деления шкалы 0,001 мм и малые значения предела допустимой погрешности.
- Модели электронных микрометров способствуют осуществлению не только абсолютных, но и относительных измерений.
- Существует возможность из какого-либо положения в диапазоне измерений выставить прибор в нулевое значение. Это свойство полезно при техническом контроле, разбраковке изделий, сложных обмерах.
- Разбраковку и контроль качества деталей реально ускорить, если в память микрометра заложить допустимые граничные значения измерительных величин. Современные прогрессивные модели микрометров обладают такими функциональными возможностями.
- Устройства последних модификаций имеют разъемы, позволяющие отображать статистические данные измерений при помощи компьютера. Эта функция полезна при анализе серии измерений и для ведения отчетной документации испытаний.
- Универсальность цифрового прибора при пользовании также является плюсом, она дает возможность использовать как метрическую, так и английскую систему измерений.
Ощутимым недостатком цифровых измерительных устройств является ненадежность в работе. Всякая цифровая техника нуждается в особо аккуратном обиходе. Механическая модель микрометра при возможном падении не особо пострадает, хотя это отразится на способности работать в дальнейшем. При цифровом аналоге в таком случае существует риск немедленного прекращения работы, ремонтных затрат или даже замены прибора.
https://youtube.com/watch?v=2hpbMqMTYnI
Лазерный микрометр
Лазерный микрометр — новейший универсальный измерительный инструмент. Главное отличие прибора от механических аналогов — это потребность в автономном источнике питания.
Микрометр служит для бесконтактных измерений линейных величин, определения зазоров, ширины, толщины, внутренних диаметров в технологических объектах. Посредством лазерного устройства измеряют уровни сыпучих веществ, отслеживают положение объекта.
По причине высокой себестоимости лазерный манометр пока не пользуется большим спросом в частных кругах.
Originally posted 2018-03-28 15:34:19.
Выставление нуля микрометра
С целью настройки нулевых показаний выполняется фиксация микрометрического винта с помощью стопорного механизма таким образом, чтобы концевая мера находилась в зажатом положении, а измерительные поверхности были соединены.
Отсоединяется барабанный механизм от микрометрического винта. С этой целью одной рукой придерживают барабан, а другой отвинчивается трещотка приблизительно на пол-оборота. Существуют приборы, в которых микрометрический винт соединяется с барабаном, гайкой или винтом, тогда для их разъединения используют соответствующий инструмент – ключ, поставляемый в комплекте.
Нулевая метка на барабане сопоставляется с продольной меткой на стебле. Затем выполняется подсоединение микрометрического винта с барабанным механизмом и проводится повторная проверка. При необходимости процедура повторяется.
Как видно, разобраться, как пользоваться микрометрами, не так и сложно. Главное, не допускать перекосов при зажатии измеряемой детали и постоянно проверять прибор на правильность показаний с помощью эталона, и тогда все замеры будут проведены быстро, легко, а, главное, без погрешностей.
Порядок проведения измерений микрометром
Рабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков. Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.
Как правильно измерять?
В барабан прибора вмонтирована трещотка. При измерении толщины или диаметра детали, как только та слегка сдавилась зажимами, раздаётся первый щелчок. Это и есть «момент истины» – перестаньте крутить барабан и посчитайте полученный размер по делениям. Инструкция крайне проста и выглядит следующим образом:
- поместите деталь между винтом и упором;
- прокрутите барабан до щелчка трещотки.
Дальнейшее вкручивание барабана с силой после щелчка трещотки способно расшатать винтовые канавки барабана. При многократном повторении этого неправильного шага микрометр со временем начнёт люфтить – резьба барабана подпортится. Никакая самая точная поверка на ноль не сделает достоверность измерений на нём первозданной, установленной заводом-изготовителем. Мерить повреждённым прибором станет невозможно.
Что касается тонкой проволоки из мягких металлов и сплавов – например, медной, алюминиевой, оловянной, свинцовой или проволочного припоя – лапки микрометра сплющат такую проволоку на 0,01–0,15 мм, и результат измерений окажется неточным. Закалённая сталь и победитовый сплав намного более устойчивы к воздействию трещотки. Такая проволока без проблем выдержит многократные измерения, не сплющившись по диаметру ни на микрон – при условии, что вы не продолжили сжимать её после контрольного щелчка барабана.
Устройство гладкого микрометра типа мк-25
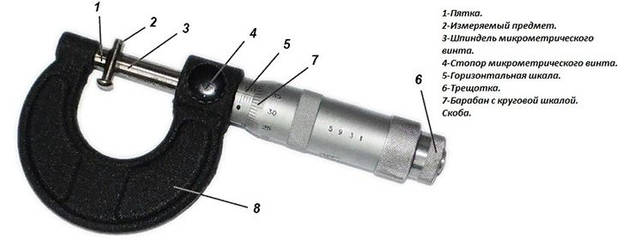
Основные элементы конструкции гладкого микрометра представлены на рисунке ниже и обозначены цифрами:
- Скоба. Она должна быть жесткой, поскольку её малейшая деформация приводит к соответствующей ошибке измерения.
- Пятка. Она может быть запрессована в корпус, а может быть сменной у микрометров с большим диапазоном измерений (500 – 600 мм, 700 – 800 мм и т.д.).
- Микрометрический винт, который перемещается при вращении трещотки 7.
- Стопорное устройство. У микрометра на рисунке оно выполнено в виде винтового зажима. Используется для фиксации микрометрического винта при настройке прибора или снятии показаний.
- Стебель. На него нанесены две шкалы: пронумерованная (основная) показывает количество целых миллиметров, дополнительная – количество половин миллиметров.
- Барабан, по которому отсчитывают десятые и сотые доли миллиметра. Торец барабана также является указателем для шкалы стебля 5.
- Трещотка для вращения микрометрического винта 3 и регулировки усилия, прикладываемого к измерительным поверхностям прибора.
- Эталон, который служит для проверки и настройки инструмента. Не предусмотрен для некоторых моделей микрометров МК-25.
Описание прибора
Необходимость в приборе для особо точных измерений появилась в 15-16 веках с развитием огнестрельного оружия и артиллерии. Необходимость особо точного изготовления стволов аркебуз и пушек требовало специальных устройств. Первые подобные измерительные приборы появились в середине 16 века (их активно использовали для прицельных приспособлений артиллерии, а в 18 веке прицелы и орудия были доведены до совершенства русским инженером, генералом и ученым Шуваловым), а первый микрометр, который выглядел аналогично современным, появился в конце первой половины 19 века. В далеком 1848 году французский инженер Жан Луи Пальмер запатентовал первый микрометр.
Зубомерный микрометр используется для определения длин общей нормали у колес зубчатых.
Микрометр – прибор для измерений с высокой точностью. Используется во всех отраслях производства, на участках, где требуется особая точность измерений. Погрешность микрометра достаточно мала и составляет от 1 до 8 мкм (микрометров). Название прибора произошло от точности его измерения, поскольку 1 микрометр – это одна тысячная миллиметра. Существуют микрометры и с большой долей погрешности, но они используются, в основном, для обучения студентов и школьников в школах с техническим уклоном.
На сегодняшний день есть несколько видов микрометров и несколько способов измерений. Несмотря на свой почтенный возраст и различные виды конструкция прибора остается практически неизменной.
Большинство микрометров состоят из болта и гайки. Микрометр имеет зажим для детали, который имеет пятку (неподвижный упор) и винт микрометрический (подвижный упор), который вращается в специальной втулке. Втулка вращается на специальной ручке (иногда ее называют стеблем), на которой нанесена шкала деления. Практически все приборы имеют специальные накладки на рукояти, чтобы движения рук не влияли на точность измерения. Усилие при вращении рукояти обеспечивает трещетка.
Более точные приборы имеют размеченную шкалу со стрелкой, а самые точные электронные – электронное табло. О типах микрометрах и из достоинствах и недостатках речь пойдет ниже.
Как правильно пользоваться микрометром: пример ухода и обслуживания
Отношение к любой модели должно быть бережным
На протяжении всего времени эксплуатации, важно соблюдать следующие рекомендации:
- Поддерживать все элементы и функциональные узлы в чистоте – убирать остатки стружки и загрязнения сразу же после выполнения технологических операций.
- Аккуратно протирать лапки тонким листом бумаги или губкой.
- Перенастраивать инструмент сразу же, как только обнаружили малейшее несоответствие или сбой показаний.
- Снимать трещотку при работе с заготовками, выполненными из мягких материалов.
Важно знать не только то, как замерить микрометром параметры детали, но и то, как хранить его после, вплоть до случая следующего применения. Если мы говорим об аналоговом или рычажном варианте, то его внутренние подвижные части следует смазать (машинным маслом, солидолом)
Абсолютно любую модель нужно выставить на ноль и положить в оригинальный футляр, в котором она продавалась. После этого останется только отправить этот контейнер в нишу шкафа или оставить в личной мастерской, в складском или другом помещении с низким уровнем влажности; только разместите его так, чтобы он не упал с высоты и не получил какие-либо повреждения
Если мы говорим об аналоговом или рычажном варианте, то его внутренние подвижные части следует смазать (машинным маслом, солидолом). Абсолютно любую модель нужно выставить на ноль и положить в оригинальный футляр, в котором она продавалась. После этого останется только отправить этот контейнер в нишу шкафа или оставить в личной мастерской, в складском или другом помещении с низким уровнем влажности; только разместите его так, чтобы он не упал с высоты и не получил какие-либо повреждения.
Мы подробно рассказали, как измерить диаметр и толщину детали микрометром, примеры приборов тоже привели – выбор за вами. Ну а мы поможем его сделать – обращайтесь, посоветуем оптимальный для вас инструмент.
Виды микрометров
Поскольку измерения с высокой степенью точности, которую не обеспечивает штангенциркуль, необходимы для деталей разной формы и размеров, ассортимент микрометров тоже довольно велик.
В первую очередь изделия различают по степени точности измерений, что напрямую связано с их конструкцией:
-
самым простым и надежным считается так называемый аналоговый или механический микрометр. Стандартная точность измерений – до сотых долей миллиметра;
-
если в приборе к двум шкалам – на стебле и барабане – добавляется еще одна, стрелочная, такое устройство называют стрелочным или рычажным микрометром. Он считается более точным, чем обычный, и дает возможность вести измерения с допуском до тысячных долей миллиметра;
-
цифровые (точнее, с цифровым экраном) приборы уже описаны выше. Он совмещает в себе конструктив винтового и рычажного устройства, дает точность измерений до 0,001 мм;
-
наиболее точными и совершенными в современной промышленности считаются лазерные микрометры. Однако принцип их работы совсем другой – величина размера определяется по отклонению лазерного луча. Благодаря этому возможно измерение с точностью до 0,0001 мм.
По конструктиву приборов и возможности совершения ими разных замеров классификация идет иначе:
-
гладкий (обычный винтовой, он же аналоговый и механический) микрометр позволяет измерять внешний размер детали – ширину, длину, толщину, диаметр;
-
для замера толщины стенки детали применяется немного другая конструкция, ее называют трубной. Особенность – выступ на пятке, обращенный к шпинделю;
-
для определения размера зуба шестерни и расстояний между ними используется зубомерная разновидность. Ее особенность – насадки конической формы на пятку и шпиндель, обеспечивающие плотное прилегание измерителя к поверхности зуба;
-
листовые микрометры предназначены для замера толщины листов, поэтому скоба у них уменьшена по сравнению с другими моделями, зато имеется дополнительная круговая шкала для большей точности измерений;
-
так называемые проволочные микрометры, как понятно из названия, предназначены для определения сечения проволоки и иных деталей очень малого размера. Соответственно скобы у этих устройств нет вовсе, но обеспечена повышенная точность замеров;
-
очень специфическое назначение у прибора с призматической формой насадок на скобе. Он позволяет очень точно определять правильность формы и размеров многолезвийного инструмента;
-
канавочный микрометр (или микрометр-глубиномер) рассчитан на определение глубины отверстия (канавки, паза, углубления) в детали. Принцип его работы схож со штангенциркулем или обычным глубиномером, но точность заметно выше, чем у этих приборов. В комплекте поставки обычно имеются дополнительные щупы различной длины для расширения диапазона измерений;
-
резьбовой микрометр служит для точного определения диаметра метрической резьбы и имеет характерные заостренные концы пятки и шпинделя. Это позволяет концам устройства касаться впадин резьбы. Снабжается дополнительными наконечниками для разного шага измеряемой резьбы;
-
очень необычен двойной прибор (для регулировки клапанов) – он рассчитан на отслеживание постепенных изменений диаметра (сечения) детали в процессе изготовления. Например, удобно замерять им диаметр поршней до или после снятия части материала;
-
измерить внутренний диаметр тонкой трубы (отверстия) позволяет нутромер-микрометр. Для определения диаметра из его основной части выдвигаются небольшие детали до касания к стенкам детали.
Солидную часть функций разных видов микрометров совмещает в себе универсальное устройство с набором насадок на шпиндель и пятку.
Основной его минус – возможность измерения только внешних размеров.
Популярные модели
Существует ряд популярных брендов, выпускающих микрометры высокого качества. Среди зарубежных производителей цифровых микрометров лидируют следующие.
- Швейцарская фирма Tesa. Линейка цифровых микрометров Micromaster заслужила доверие у профессионалов, показатели приборов действительно соответствуют заявленной точности (до 4-5 мкм).
- Японские микрометры Mitutoyo, согласно отзывам пользователей, являются лидерами по качеству исполнения. При этом рекомендуется приобретать их у официального дилера.
- Carl Mahr. Немецкий инструмент всегда отличался высочайшими характеристиками, и цифровые микрометры этого бренда – не исключение. Они имеют тот же уровень качества и функции, что и названные выше: точность, беспроводная передача данных, профессиональная защита от пыли.
Виды микрометров
Рассмотрим виды микрометров, предназначенных как для профессиональных, так и для бытовых целей.
По варианту индикации
По способу проведения замеров можно выделить несколько типов микрометров, каждый из которых имеет свои плюсы и минусы.
Механические аналоговые, со статической шкалой измерения
Именно такой прибор можно встретить в обычной мастерской.
Для измерений деталь помещается в измерительные тиски. Рукоятка с микрометрическим винтом проворачивается до касания к детали, далее матер снимает показания по рискам на шкалах.
Огромным преимуществом механического прибора является то, что ему не страшны падения. После такого ЧП необходимо лишь заново настроить прибор. Минус – относительно большой шаг измерений.
Механические аналоговые, рычажные
Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущества таких микрометров неоспоримы:
- Высокая точность.
- Цена деления 0.001 мм.
- Быстрота измерений.
- В любом положении из диапазона измерений можно выставить нулевое значение.
- Можно измерить деталь сложной формы.
Однако есть и существенные недостатки:
- Механическая уязвимость.
- Не измеряет внутренний размер.
- Высокая стоимость.
По области применения
Микрометры используются для контроля точности во многих сферах. Выделяют несколько видов приборов, в зависимости от области применения.
Гладкий микрометр
Это один из самых часто встречающихся приборов. Им измеряют плоские и круглые поверхности – размеры деталей и сечений.
Микрометр – зубомер
Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины.
Трубный микрометр
Им измеряют толщину стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Причем специальные насадки помогают измерять толщину даже кривых и неровных бортов. Щуп касается стенки точечно, благодаря своей форме.
Микрометр листовой
Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой.
Существует два вида таких приборов:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненными губками – для производства замеров изделий большой площади, на удалении от кромки.
Микрометр универсальный
Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора.
Проволочный микрометр
Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная.
Используется для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы.
Микрометр канавочный
Иногда можно встретить еще одно название глубиномер. С его помощью легко измерить глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина.
Резьбомерный микрометр
Шкала может быть, как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы.
Устанавливает предельные внешние размеры одной заготовки. Используются для вычисления габаритов.
Микрометр для горячего проката
С его помощью можно измерить толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо.
Микрометр – нутромер
Помогает измерять внутренние диаметры изделий. Используется для контроля качества изготовления деталей.
Добавим, что каждая группа имеет свои плюсы и минусы. К примеру, даже лазерный микрометр, приобретенный у неизвестного производителя, может выдавать ложные показания. При покупке обязательно необходимо проверить точность прибора.
Устройство
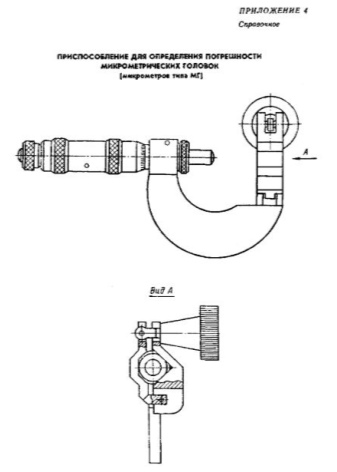
Микрометрический нутромер, или штихмас, состоит из отсчётного устройства и измерительных частей. Отсчётным устройством является микрометрическая головка, принцип работы которой сходен с действием микрометра.
Её основные составляющие – винтовая пара (один неподвижный винт и один подвижный), барабан, при вращении которого движется винт, а также стопорное устройство. Барабан соединён с винтом посредством специального колпачка. На барабане расположен нониус кругового типа, цена деления у большинства моделей – 0,01 мм. Также в устройство входит стебель, к которому крепится измерительный наконечник. Конструкция прибора может различаться в зависимости от диапазона измерений.
Поскольку микрометрическая головка имеет сравнительно небольшой предел измерений (13 или 25 мм), для неё изготавливаются специальные удлинители, которые входят в комплект инструмента и позволяют расширить диапазон измерений до необходимого. Каждый удлинитель маркирован специальным обозначением, указывающим его длину.
Для установки шкалы головки на ноль используется специальная установочная мера, которая входит в комплект прибора. Она имеет форму скобы; для калибровки нутромера нужно ориентироваться на её внутренний линейный размер. Помимо круговой шкалы нониуса, по которой отсчитывают сотые доли миллиметра, у прибора есть продольная шкала. Она нужна для того, чтобы определять целую часть искомого значения и дробную до 0,5 мм.