Лужение оловом
Содержание:
- Необходимые инструменты и материалы
- Подбираем паяльник
- Пайка с использованием пасты
- Разогрев и выбор температуры
- Описание
- Выбираем канифоль и флюсы
- Тонкости проведения лужения проводов
- Как залудить паяльник?
- Пайка алюминия оловом и флюсом Ф 64
- Как облудить подшипник оловом (видео)
- Подготовительные работы
- Батарейки и аспирин
- Подготовка паяльника к работе
- Как правильно запаять провода
- Полезные советы
- Способы
Необходимые инструменты и материалы
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.
Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.
На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.
Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Пайка с использованием пасты
Необходимые инструменты для паяльника из скрепки: 1 –автогенная зажигалка, 2 – металлическая скрепка, 3 –плоскогубцы, 4 – шлицевая (плоская) отвертка.
Припаять провод или радиодеталь без паяльника можно используя паяльную пасту. Такая паста приготавливается и своими руками. Для получения пасты «тиноль» в эмалированную емкость наливается 32 мл концентрированной соляной кислоты и смешивается с 12 мл воды. В жидкость вносится 8,1 г цинка, а после его растворения – 7,8 г олова. После окончания химической реакции производится выпаривание воды до образования пастообразного состава. Дальнейшие операции следует проводить в фарфоровой посуде. В пасту добавляются в виде порошка 7,4 г свинца и 14,8 г олова, а также 10 мл глицерина ,7,5 г сухого нашатыря, 29,6 г цинка в виде пыли и 9,4 г канифоли. Добавляемые вещества предварительно разогреваются и перемешиваются в виде пудры.
Пайка провода или детали производится в следующем порядке:
- Участок пайки зачищается.
- На него намазывается паста с помощью кисточки.
- Участок пайки нагревается на пламени спиртовки или свечи до расплавления пасты.
При пайке мелких радиодеталей или тонкого медного провода можно использовать немного отличающийся состав: 7,4 г свинцового порошка, 738 г – цинковой пыли, 14 мл глицерина, 4 г канифоли, 14,8 г олова в виде порошка. Пастообразное состояние достигается в основном двумя способами: смешиванием с глицерином или с раствором 10 г канифоли в 10 мл диэтилового эфира.
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Описание
Если новичок хочет разобраться с тем, что значит «залудить провод», тогда ему нужно изучить базовые характеристики. Лужение — это предварительное нанесение тонкого слоя припоя на поверхность двух соединяемых участков. Эта процедура необходима в том случае, если нужно улучшить электрический контакт или повысить качество пайки. Современные технологии позволяют залудить провод без помощи паяльника. Для достижения желаемого результата нужно заранее подготовить небольшую металлическую емкость. Лучше всего задействовать крышку от газированного напитка. В емкость необходимо поместить несколько небольших кусочков оловянно-свинцового припоя.
С концов проводов обязательно снимается изоляция. Емкость с припоем разогревается до полного расплавления. Для этих целей можно использовать свечку, электрическую печку. Оголенный конец провода погружается во флюс так, чтобы он максимально покрыл всю поверхность изделия. Все лишнее нужно удалить быстрым движением руки с помощью тряпки. На проводе должен остаться равномерный слой олова. Если мастеру нужно обработать участок плоской детали, то на ее поверхность насыпают немного наструганного припоя. Источник огня подносится снизу изделия. После расплавления припой растирается по поверхности стальным стержнем. Металлические детали можно обрабатывать паяльной кислотой.
Выбираем канифоль и флюсы
Выбор флюса или канифоли зависит от того, какие материалы будут спаиваться:
- Луженые детали. В таком случае применяется жидкая канифоль. Заменить можно флюс-пастой, которая не высыхает и не требует удаления остатков. Канифоль гель имеет гелеобразную структуру, средство легко смывается водой.
- Работа с небольшими радиодеталями. Для этого подойдут активированные канифольные флюсы, например, ЛТИ-120. Положительными качествами обладает и Глицерин гидразиновая паста. Однако после использования этого средства детали нужно обезжиривать.
- Пайка железных, латунных и медных деталей маленьких размеров. Хорошо справляется с поставленной задачей Жидкая канифоль Люкс.
- Соединение массивных оцинкованных деталей. В таких случаях используют кислотные флюсы (ортофосфорную или паяльную кислоту, Фим). Кислотные составы работают быстро, поэтому металл не нужно долго нагревать.
- Пайка алюминиевых деталей. Чтобы спаять провода подобных типов, раньше обычно обрабатывали канифолью жало паяльника. Однако сейчас для работы с алюминием и медью используют флюс Ф-64, который обеспечивает хорошее сцепление металлов. Средство содержит ядовитые химические вещества, поэтому работать рекомендуется в проветриваемом помещении. Более безопасным считается флюс Ф-34, обладающий меньшей активностью.
Тонкости проведения лужения проводов
Лужение проводов состоит из множества нюансов, которые становятся доступными с опытом. Далее представлены некоторые советы от профессионалов о том, как облегчить и улучшить процесс облуживания:
- Чтобы залудить провод большой длины, целесообразнее использовать тигель или печь.
- При выполнении пайки заводских деталей не нужно делать облуживание. Все контактные части уже очищены от примесей.
- Удалять слой лака с проводников мелкого сечения гораздо проще при помощи зажигалки. Достаточно обжечь контактную часть и удалить образовавшийся нагар.
- При работе с припоем рекомендуется использовать плоскую часть жала паяльника.
- Старые паяльники со временем разогреваются до больших температур. Это приводит к тому, что припой скатывается с жала в процессе пайки. Для исключения проблемы следует подключать прибор к электрической сети непосредственно перед выполнением облуживания.
Как залудить паяльник?
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль > припой > дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника:
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала. Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Пайка алюминия оловом и флюсом Ф 64
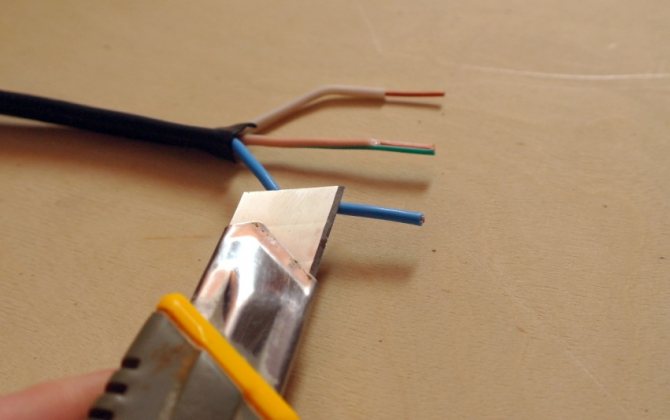
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.

Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
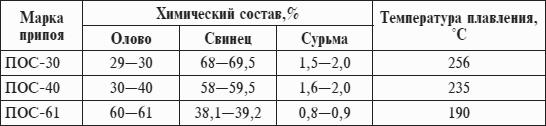
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Как облудить подшипник оловом (видео)
Не имеет значения, какая конструкция у металлического изделия (провод или подшипник). Достаточно часто, корректная работа данных изделий зависит от качества соединения и материалов, которыми оно обработано.
В современном доме, наполненном техникой, часто встречаются простые поломки, которые при должном умении легко устранить самостоятельно. Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.
На множестве сайтов есть инструкции, как правильно выбрать паяльник и самостоятельно паять, как подобрать припой и флюс. Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.

Если неправильно подготовить инструмент к работе, то результаты стараний будут совершенно некачественными, а контакты в приборе – ненадежными.
На метод лужения в основном влияет материал, из которого изготавливается непосредственно жало паяльника.

Не обгораемые наконечники
Гораздо лучшие характеристики имеют необгораемые жала. Они тоже выполнены из медных сплавов, но имеют специальное защитное покрытие из никеля или серебра.


Сталь
В редких случаях можно встретить паяльники с жалом, выполненным из стали. Этот материал гораздо более долговечный и прочный по сравнению с медью, но обладает очень плохой теплопроводностью. Это обуславливает весьма малую популярность паяльников со стальными наконечниками.

Керамика
В последнее время все больше набирают популярность паяльники с жалами, изготовленными из керамики. Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
Также благодаря своей плотности, керамический наконечник может быть весьма тонким, что как нельзя лучше подходит для работы с мелкими радиодеталями и создания авторской бижутерии.

Составные наконечники
В продаже можно встретить жала, сделанные сразу из нескольких металлов. При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.


Подготовительные работы
Перед тем, как спаять провода, необходимо выполнить ряд подготовительных работ:
- На соединяемых жилах срежьте изоляционный слой на 40-50 мм.
- Теперь необходимо зачистить оголённые участки от окисной плёнки. Это можно сделать с помощью наждачной мелкозернистой бумаги. Жилы проводов надо зачистить до блеска.
- Перед тем, как паять медные жилы, выполняют их лужение. Нагрейте паяльник до температуры плавления канифоли. Как это узнать? Просто прикоснитесь инструментом к канифоли, она начнёт активно плавиться. Оголённый участок погрузите в канифольную смолу. Возьмите жалом немного припойного сплава и проведите по проводу. Чтобы сделать процесс равномернее и быстрее, немного проворачивайте провод. Жила из меди после лужения станет не красной, а серебристой. Проделайте то же самое со всеми проводами, которые надо будет спаивать.
- Залуженные провода соедините в скрутку.
Как выполнять лужение проводов показано в этом видео:
Теперь всё готово к самому процессу пайки.
Батарейки и аспирин
Этот вариант считается самым доступным и надежным, когда нужно залудить медный провод. Заменить канифоль плоскими шипучими таблетками не удастся, поэтому предпочтение лучше отдать традиционному аспирину. Медикаментозное средство нужно растереть до состояния порошка и растворить в воде либо винно-водочном спирте. Единственный минус — в том, что процедура должна осуществляться под вытяжкой либо в хорошо проветриваемом помещении. В противном случае мастер может надышаться вредными испарениями. Для достижения желаемого результата также можно задействовать электролит от использованных батареек.
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Как правильно запаять провода

Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей области
Процесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса
Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
При пайке скрутки специалисты должны заполнить припоем все неровности.
По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.. Зачистка проводов от изоляции
Зачистка проводов от изоляции
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом. Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Полезные советы
В домашних условиях нельзя проводить работу по омеднению алюминия. Контакт с кислотами и сопутствующая химическая реакция требует специально оборудованной мастерской с вентиляционным оборудованием или свободным притоком свежего воздуха
Важно понимать, что разные по своим свойствам материалы при правильной подготовке можно паять и без создания контактных площадок. Метод гальванизации скорее актуален для промышленного производства
При работе с трубами, которые затем будут эксплуатироваться под давлением, важно тщательно рассчитывать требуемую прочность соединения. Именно исходя из этого подбираются припои и флюсы
При использовании горелки вместо паяльника нужно исключить возможное воспламенение посторонних предметов. Все работы выполняются в мастерской.
В следующем видео рассказывается о том, как спаять медь с алюминием.
Способы
Для того чтобы пайка алюминия с медью прошла успешно, сначала нужно разобраться в том, какие именно соединения нужно создавать. Например, провода в холодильнике, где применяют такие жилы, опытные мастера скрепляют только припоем, рекомендованным производителями техники. На производстве и в быту также может потребоваться соединение трубчатых элементов именно в неразрывном, герметичном виде. Под это определение подходит только пайка

Можно выделить ряд актуальных способов ее выполнения.
- С применением стальной муфты. В этом случае между стыками алюминиевой и медной деталей устанавливается вставка из черного металла. Пайка осуществляется с каждой стороны отдельно, что позволяет сделать соединение более прочным, исключает возникновение проблем из-за разницы температур плавления. Со сталью и медь, и алюминий хорошо взаимодействуют.
- С применением специализированных припоев. Наиболее ярким примером является материал, выпускаемый брендом Castolin, к которому компания предлагает дополнительно целую линейку флюсов с нужными характеристиками. Стоят такие расходные материалы заметно дороже, встречаются редко. Именно их обычно используют в мастерских по ремонту сложной бытовой техники.
- Поверхностный способ. Он заключается в использовании особого соединения, при котором медная часть вставляется в алюминиевый раструб. По краю широкой части наносится припой, закрывающий зазор. Используются легкоплавкие составы, при работе мастеру нужно захватить как можно большую часть поверхности медной детали. Этот способ применим при работе с трубчатыми элементами.
- Скрутками. Этот метод позволяет использовать общий оловянно-свинцовый припой, но с использованием специальных флюсов для каждого металла. Таким образом исключается возможность окисления, устраняется потеря алюминиевой жилой ее прочности и первоначальных рабочих характеристик. Эта технология пайки проводов считается допустимой, но не рекомендована для применения под высокими сетевыми нагрузками.
- С меднением алюминия. В этом случае на поверхности металла создаются контактные площадки, позволяющие образовать надежное соединение с мало совместимой с ним медью. Кислотный состав не применяется.
Это основные способы, которые используют, чтобы получить соединение медных и алюминиевых элементов путем пайки.











