Классификация, расшифровка и схемы нарезных резьб на токарном станке
Содержание:
Как резать?
Когда все инструменты готовы, можно производить нарезку резьбы на трубе, например, системы отопления. Следует отметить, что каких-то особых навыков для выполнения этого вида работ иметь необязательно – все можно сделать своими руками.
Трубу перед нарезкой необходимо обследовать на предмет старой краски, наличие коррозии и налета, а затем обработать, тщательно очистив поверхность с помощью специальных средств и инструментов, например, шлифовальной машинкой. С торца трубу нужно предварительно обработать, сняв фаску, для лучшего захода резьбы. Если срез выполняется с помощью трубореза, тогда края среза будут ровными, без засечек. Если это делать с помощью ножовки или угловой шлифовальной машины, то необходимо зачистить их до металла напильником – это значительно улучшит стыковку. До и после нарезки резьбы необходимо смазывать резцы и поверхность трубы специальной жидкостью.
Плашки нужного калибра вставляются в рамку клуппа с помощью зажимных винтов. Затем клупп надевается на подготовленную поверхность трубы и производится пара стартовых витков по направлению нарезки. Резьбу производят только после такого закрепления.
После этого регулируется переключатель трещотки, и начинается вращение по часовой стрелке вправо (по направлению резьбы). Особых усилий применять не нужно. Чтобы стружки хорошо удалялись, нужно работать, применяя следующий диапазон вращения: два оборота вперед, пол-оборота – назад. Во избежание перекоса нужно строго соблюдать правильное положение плашки относительно трубы.
Завершив работу, следует подготовить резьбу перед монтажом герметиком, фум-лентой или льняной нитью.
Виды инструментов
Для изготовления резьбовых соединений, промышленность выпускает специальные режущие приспособления. Они предназначены для выполнения определённых технологических операций. Инструмент для создания внутренней резьбы, похожий на винт называется метчиком. Приспособление нарезает стружечные канавки на теле трубы. Для крепления в воротке, метчик имеет длинный хвостовик. Инструмент выпускается в соответствии с действующим стандартом. Существуют специальные таблицы, в которых указывается размер метчика, его номер и тип.
В комплект для нарезки входит два метчика. Их главным отличием является глубина прорезывания канавки:
- Черновой — № 1.
- Чистовой — № 2.
https://youtube.com/watch?v=K1yjRBdSap4
Приспособление плашка
Это приспособление иногда называют леркой. Инструмент снабжён своеобразной гайкой, имеющей несколько отверстий. Именно она и создаёт режущие кромки.
Промышленность выпускает лерки разной формы:
- Клупп.
- Круглые.
- Разрезные.
- Раздвижные.
- Цельные.
https://youtube.com/watch?v=6Z6h1XBptDE
Описание клуппа
Отличается от других приспособлений особой направляющей, которая осуществляет центрирование плашки относительно трубы. Приспособление может быть с электроприводом или ручным. Для использования в домашних условиях, когда нарезка будет происходить не более двух — трёх раз, более рациональным будет работа ручным клуппом. Его стоимость намного меньше электрического инструмента.
Этим инструментом очень удобно работать. Резьба получается очень чистой и надёжной. Небольшой вес приспособления, простота конструкции позволяет быстро заменить резцы.
К важнейшей характеристике клуппа относится материал, из которого он изготовлен. Для создания плашки применяется дорогая инструментальная сталь. А ведь резьбу создают только резцы. Именно они должны отличаться высокой прочностью.
У клуппа отсутствуют дорогие нефункциональные элементы. Поэтому набор клуппов стоит намного меньше. Себестоимость нарезки резьбы на трубе из нержавеющей стали резко снижается. Домашние умельцы, не желая нести большие финансовые потери, предпочитают работать таким инструментом.
Самостоятельная нарезка
Для работы можно использовать несколько инструментов:
- Метчик.
- Плашка.
- Клупп.
Какой именно выбрать набор инструмента зависит от нескольких факторов. Особенно это касается вида резьбы. Ведь она может быть внутренней или наружной. После выбора плашки необходимо выполнить несколько шагов.
- Отрезается старая резьба. Не стоит пытаться её восстановить. Она все равно останется негерметичной, появится протечка. Срез должен получиться строго перпендикулярным относительно продольной оси трубопровода.
- Если имеются следы коррозии на трубе, сегмент нужно удалить полностью.
- Чтобы плашку было легче накручивать на трубу, её торец должен иметь заходную фаску.
- Для более лёгкого накручивания, месторасположения будущей резьбы смазывается маслом.
- После нарезки нескольких витков, плашку нужно прокрутить назад. Выполняя последовательное кручение вперёд и назад, нарезается резьба нужной длины.
- После окончания операции удаляются металлические опилки.
- Чтобы проверить качество работы, на трубу нужно накрутить предполагаемую деталь.
Если все в порядке, количество витков соответствует сопрягаемой детали, можно провести уплотнений соединения и начать монтаж трубопроводной системы.
Основные способы нарезки
Нарезать витки на обрабатываемой поверхности можно двумя основными способами: вручную или при применении автоматического оборудования. В домашних мастерских зачастую применяют именно ручной инструмент, так как он дешевый и прост в использовании. Чаще всего применяется плашка, в продаже встречаются следующие:
- Клупповые.
- Цельные.
- Разрезные.
Основная часть приспособления может быть изготовлена в виде квадрата и шестигранников. Наибольшее распространение получили дисковые варианты исполнения, которые и применяются для нарезания резьбы.
Набор метчиков и плашек
Разрезные или подпружиненные варианты исполнения характеризуются высокой износостойкостью. Однако, особенности их конструкции определяют то, что достигнуть высокой точности и чистоты нарезанных витков практически не возможно.
Можно использовать и раздвижные плашки, которые зачастую состоят из двух рабочих частей. За счет этого обеспечивается универсальность в применении.
Общие сведения
Вершина резца при перемещении с постоянной скоростью подачи вдоль вращающейся заготовки, врезаясь, оставляет на ее поверхности винтовую линию (рис. 4.42).

Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии (рис. 4.43). Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
tgμ= P/(πd),
где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
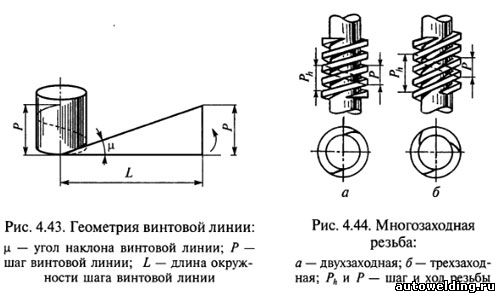
Различают ход Ph и шаг Р многозаходной резьбы. Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
Ph= кР,
где k — число заходов.
Станок для нарезки желобов
В производстве часто используются специальные станки. По конструктивным особенностям они во многом напоминают станки с вертикальной ориентацией. Среди особенностей отметим:
- Показатель диаметра и шаг резьбы регулируются.
- При необходимости можно тщательно настроить количество и скорость вращения режущего элемента.
- Практически все модели характеризуются возможностью обработки наружной и внутренней поверхности.
Современные станки могут применяться даже при нарезании тонкостенных изделий. Трудности могут возникнуть только в случае, когда заготовку нельзя снять и установить вертикально.
Что это такое
Основное предназначение конструкции – нарезка труб. Причем функционал дает возможность не только сделать новую нарубку, но и привести в порядок старую (восстановить или отремонтировать). Работа с изделием не требует специальных знаний и подготовки. Он приобретается как для профессиональной деятельности, так и для бытовых нужд. Без него нельзя обойтись при установке коммунальных систем.
По своей сути клупп напоминает плашку (или как ее еще называют в народе «лерка»). Плашка состоит из цилиндрической детали небольшого размера, оснащенной выемками для вывода стружки при проведении работ. В плашке еще имеются специальные углубления на всем периметре окружности. Внутри находятся гребни, которые используются для нарезания полос. Отличительная особенность клуппа от плашки – наличие резцов, которые крепятся посредством специального держателя.
Клупп
Клуппом называется предметы для фиксации плашки при нарезании резьбы. Клупп похож на круглую обойму с внутренним диаметром, который большее внешнего диаметра круглой плашки. В данном инструменте выполнено несколько резьбовых отверстий, в которые вворачиваются закаленные стопорные винты для крепления плашки. Число стопорных винтов изменяется в клуппах разных конструкций от одного до пяти. Выше упоминалось, что на боковой поверхности круглой плашки может быть выполнено три или четыре отверстия под стопорные винты. В качестве упора для стопорного винта может быть использована и трапецеидальная выемка на боковой образующей плашки. Соответственно, число реально используемых винтов изменяется от одного до четырех, в зависимости от конструкции и плашки, и клуппа. При использовании большего количества стопорных винтов нагрузка на каждый винт падает, но снижается жесткость крепления. Шестигранные плашки зажимаются по одной, двум или трем поверхностям, жесткость их фиксации существенно ниже.

В образующие клуппа друг напротив друга вворачиваются две ручки с накаткой для вращения клуппа при работе.
Существуют клуппы, комплектуемые переходными кольцами с одинаковым внешним диаметром, равным внутреннему диаметру обоймы клуппа, но с различными внутренними диаметрами, под плашки разного размера. В переходных кольцах имеются сквозные отверстия для стопорных винтов клуппа. Сборка из плашки и переходника вставляется в клупп, и стопорные винты вворачиваются сквозь отверстия в кольце до упора в выборки, сделанные в плашке, фиксируя как переходное кольцо, так и плашку.
Для работы в местах с ограниченным доступом иногда приходится кустарным способом изготавливать достаточно сложные конструкции клуппов.
Методы получения резьб
Резьбовые соединения используются в машиностроении и строительстве. Применение метизов с резьбой позволяет соединять детали механизмов и конструктивные элементы при строительстве посредством использования болтов, гаек, винтов, шпилек. Изделия с резьбой предназначены и для передачи усилий или движения в механизмах типа домкрат, редуктор, пресс, станок.
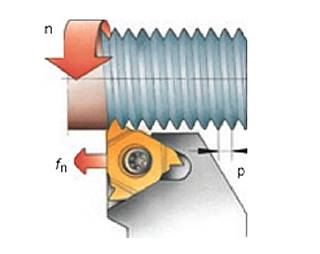
Схема нарезание резьбы метчиком на токарном станке
Домкраты и ходовые винты изготавливают с трапецеидальной резьбой.
Существуют следующие способы изготовления резьб:
- вручную (метчиком или плашкой);
- на станках:
- токарно-винторезном (мод. 16К20);
- резьбонакатных с применением роликов и плоских плашек;
- фрезерных (мод. РТС 161Ф4) для получения резьб с большой величиной шага;
- шлифовальных с использованием кругов с заданным профилем для изготовления мелких и точных резьб;
- винторезных (мод. 1622);
- для нарезки резьб на гайках (мод. 2064);
- обеспечивающих вихревое нарезание резьб с использованием многорезцовых головок.
Вихревое резание обеспечивается 4 резцами, расположенными во вращающейся головке, от своего двигателя. Это приспособление закрепляют на суппорте токарного станка. За счёт поочередного врезания резцов обеспечивается высокая скорость обработки, так как резцы нагреваются незначительно. Этим же обеспечивается меньшая шероховатость получаемой резьбовой поверхности и повышенная точность профиля.
Видео нарезании резьбы на токарно-винторезном станке 1К62
Электрические агрегаты
Очень часто в быту используется электрический резьбонарезатель. Это компактный агрегат, который можно иметь в гараже или мастерской. С ним удобно работать
И это очень важно, ведь речь идет о том, что работы будут выполнять не профессионалы, а также на примере небольших заготовок, которые используются преимущественно в быту. Оборудование избавляет от размышлений о том, как правильно и как лучше зафиксировать трубу
В комплект электрического резьбонарезателя входят электрическое устройство и лерки различного диаметра. Имеется и редуктор, который позволяет выполнять обратное вращение. С помощью специального удерживающего диска фиксируется труба. Далее все выполняет машина.
При работе очень важно контролировать, чтобы оборудование не перегревалось, ведь часто это становится причиной выхода его из строя. Если работы не много, то и проблем не будет
Однако в таком случае возникает вопрос: рентабельно ли иметь такое оборудование? Но если выполняется много работы, то, безусловно, это выгодно
И здесь нужно соблюдать предельную осторожность. Минус резьбонарезателя – габариты, которые мешают нарезать трубу, если она находится очень близко у стены
Куда проще нарезать резьбу вручную. Здесь специалисты рекомендуют использовать такие инструменты: плашкодержатель, плашка, которая используется для черновой резьбы, а также для чистовой резьбы. Нужно и смазочное средство. Это может быть машинное масло или солидол. Понадобится напильник и болгарка.
Новичок обязательно спросит, для чего нужно именно две плашки? Тут все просто. Две плашки значительно облегчают работу. Инструмент изнашивается меньше, а качество работ становится выше.
Создание резьбы с помощью резца
Для нарезки на токарном станке применяются специальные резцы. Они бывают следующих видов:
-
призматические;
-
дисковые;
-
стержневые.
Их характеристики должны соответствовать ГОСТу 18876-73. Верхняя часть резца, которая непосредственно соприкасается с обрабатываемым металлом, должна в точности по своей форме соответствовать создаваемой канавке.
С помощью призматических и стержневых прорезают внешнюю резьбу. Существуют дисковые, предназначенные как для внешней, так и для внутренней резьбы. На токарном станке применяются многопрофильные резцы, которые сразу прорезают несколько канавок.
На стержневых устанавливаются резцы из твёрдых сплавов. Они долго сохраняют остроту и практически не нуждаются в проведении заточки. Если они теряют остроту, обычно производят замену режущей части. Призматические отличаются от стержневых тем, что они контактируют с металлом на значительной поверхности. При работе они быстро теряют остроту и нуждаются в периодической заточке.
Резцы могут иметь конструктивные отличия. Они могут относиться к следующим типам:
-
прямые;
-
изогнутые;
-
отогнутые;
-
оттянутые.
Прямая форма на токарном станке используется редко. Чаще всего для нарезания резьбы применяют изогнутые резцы.
-
Сделанные из легированной быстрорежущей стали.
-
Использующие напаянные твёрдосплавные пластины.
-
Возможно использование сменных многогранных пластин. После того, как режущая часть стачивается, может быть использована другая рабочая грань резца.
-
Существуют резцы, для изготовления которых применяется металлокерамика.
В первом случае обычно обрабатывают детали из стали, пластикатаке или цветных металлов. Резцы характеризуются особенно высокой прочностью и большой теплопроводностью. Однако они имеют такие недостатки: слабую износостойкость, недостаточно высокую твёрдость. Эти качества ограничивают скорость обработки деталей при создании резьбы на станке.
Резцы с твёрдосплавными режущими пластинами применяются наиболее часто. Они известны высокой твёрдости и длительным сроком работы без необходимости выполнения заточки. По сравнению с резцами из быстрорежущей стали максимальная скорость работы у них выше в 2-3 раза. Такие резцы выпускаются в широкой номенклатуре, позволяя легко выбрать подходящий для конкретной работы.
Резцы из керамометалла являются более дешёвыми. Основным их недостатком является хрупкость. Их основное применение состоит в создании мелкой резьбы на заготовках из стали и чугуна.
Резцы с режущей частью из поликристаллических алмазов или кубического нитрида бора являются высокопрочными. Их применяют для точной нарезки резьбы на заготовках из высокопрочных деталей. Основным недостатком таких инструментов является высокая стоимость. В первом случае такой инструмент применяют для обработки деталей из алюминия, меди или карбида вольфрама. Во втором — работают таким резцом на заготовках из упрочнённого чугуна или закалённой стали.
При работе резцом необходимо принимать во внимание следующие особенности:
Важное значение имеет выбор переднего угла. Его величина зависит от твёрдости обрабатываемого материала
Величина находится в пределах от 0 до 25 градусов от перпендикуляра к обрабатываемой поверхности. Для обычной стали выбирают нулевой угол, а для высоколегированной обычно требуется 5-10 градусов. Его величина зависит не только от твёрдости, но и от вязкости обрабатываемого материала.
При выборе подходящего резца важно учитывать, что форма режущей кромки должна точно соответствовать профилю резьбы.
Задние боковые углы должны быть достаточно узкими для того, чтобы не воздействовать на сделанную резцом канавку. При этом с обеих сторон они должны быть одинаковыми.
Для того, чтобы сделать нарезание внутренней резьбы, деталь предварительно сверлят и растачивают.
Выполнение нарезки происходит с высокой скоростью. Работу можно также производить на станке с ЧПУ.
Как нарезать резьбу
Перед тем, как нарезать резьбу, следует определится с ее размером, шагом и используемым стандартом. Если требуется сделать рез на детали, которая должна подойти к уже готовому элементу, то рекомендуется для начала понять ее размеры. Для этого следует поискать соответствующую маркировку рядом с готовой резьбой.
Если ее нет, то для измерения можно использовать штангенциркуль или специальный набор с шаблонами для насечек разных стандартов. Также можно использовать для этого сантехническую арматуру с пометками, если нет других вариантов. С ее помощью можно понять диаметр трубы.
Чтобы определить шаг насечки, можно пометить маркером 10 витков, замерить длину всего участка и поделить ее на 10. Полученное число и будет шагом. Инструмент для нарезки резьбы также следует подбирать исходя из диаметра трубы и шага насечки на детали, с которой требуется соединение.
Перед работой с плашками или клуппом следует зачистить поверхность трубы, на которой будет делаться насечка, с помощью напильника, наждачной бумаги или болгарки с шлифовальным кругом. Торцевую часть детали также нужно обточить и сделать на ней входную фаску для начала работы.
Пример входной фаскиИсточник upload.ecvv.com
Перед нарезкой рекомендуется нанести на поверхность детали смазку, чтобы уменьшить сопротивление и трение при работе, а также закрепить ее в тисках для лучшей устойчивости. Следует аккуратно затягивать держатель и контролировать давление на стенки трубы, чтобы ее не погнуть.
Первый проход резьбы делается с помощью черновой плашки для наметки углубления, а после этого применяется устройство для чистовой или промежуточной обработки, так как для крепких металлов может понадобиться до 5 проходов по резьбе.
При работе с плашками или клуппом следует держать рабочую поверхность инструмента перпендикулярно к торцу трубы. Во время нарезки нужно немного надавливать на устройство и небольшими поворотами (20-30°) делать насечку. Рекомендуется постоянно проверять угол наклона инструмента, чтобы резьба была ровной. Это нужно делать первые 2-3 витка, а дальше режущая кромка плотно фиксируется сама и следить за углом не требуется.
Видео описание
В этом видео показано, как нарезается внутренняя резьба с помощью станка и метчика:
Нарезка электрическим клуппом схожа с обычным процессом, но для работы этого инструмента требуется больше пространства и дополнительная фиксация. Его преимущество в том, что снижается трудоемкость процесса для слесаря. При любом виде нарезки рекомендуется добавлять смазку в процессе работы на те места, где находится режущая кромка.
Также нарезку резьбы можно сделать с помощью токарного станка. Такой вид работ чаще всего используют для больших объемов производства. С помощью такого устройства можно делать как внешнюю, так и внутреннюю резьбу, но для работы с ними нужен обученный специалист. Без соответствующих знаний работа со станком может послужить причиной травмы
Пример сантехнической арматуры с резьбойИсточник static-eu.insales.ru
Коротко о главном
Резьба – это удобный и надежный способ крепления деталей и монтажа разных конструкций.
Существуют различные виды резьбы, но для труб чаще всего используется цилиндрический или конический стандарт.
Самый простой и доступный инструмент для насечки внешней резьбы – это плашка, а для внутренней – метчик.
С помощью клуппа можно сэкономить время и силы при нарезке резьбы в труднодоступных местах, например, возле стен, а электрическое устройство способно делать насечку самостоятельно.
Как нарезать резьбу метчиком?
Нарезание внутренней резьбы метчиком является точным технологическим процессом, который проводится в определенной последовательности.
Подготовка
Изначально требуется подготовить инструменты, дополнительные приспособления для проведения работ:
- Маленькие тиски.
- Электродрель с регулятором оборотов, сверла по металлу.
- Набор метчиков.
- Щетка по металлу.
- Керн с молотком.
Нарезка резьбы метчиком вручную проводится на низких оборотах электроинструмента.
 Нарезание внутренней резьбы метчиком
Нарезание внутренней резьбы метчиком
Процесс нарезки
Пошаговая инструкция нарезания резьбы:
- Накернить место отверстия керном с молотком.
- Просверлить отверстие электродрелью. Удерживать оснастку точно перпендикулярно относительно обрабатываемой поверхности. Дополнительно смазать сверло специальным маслом.
- Снять фаску на 1 мм по глубине. Для этого использовать сверло большего диаметра.
- Закрепить в воротке оснастку. Выполнять по два движения вперед, одно движение назад. Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
Во время ручной нарезки нельзя делать усилия на прижим, продолжать вращать инструмент после его застревания. Если он сломался, требуется высверливать метчик с помощью дрели, разных сверл по металлу. Еще один вариант извлечения обломка – обтачивание зоны вокруг отверстия с помощью шлифовальной машинки. Затем требуется достать его плоскогубцами.
Для создания резьбовых соединений нужно купить соответствующие документы, научиться с ними работать. Проводя работы аккуратно, без спешки, можно получить надежное соединение за короткий промежуток времени.