Способы соединения проводов в распределительной коробке
Содержание:
- Пайка проводов в распределительной коробке
- Что представляет собой процесс пайки проводов
- Пайка
- Порядок проведения работ в земле и воде
- Способы соединения проводов
- Как сделать своими руками?
- Как собрать аппарат для сварки скруток своими руками
- Надежная скрутка проводов: детальная инструкция
- Тип припоя
- Соединение «на скорую руку» с большими последствиями
- Что нужно для пайки паяльником
- Сварка
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.
2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.
5. Изолируем места пайки
6. Укладываем провода в распределительных коробках
7. Закрытые коробки. Заподлицо
За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам, мало ли чего – проверить, дополнительно подключить, и т.п.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Пайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую
скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально.
Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные
провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.
Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к
основанию — припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник
нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к
основанию скрутки, можно и наоборот — от основания к краю.
Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения
жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее — припой
заполняет места соприкосновения жил.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и
окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого
нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу
проявляется качество припоя: «дерьмовым» так и не получится пропаять со второго раза.
После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали
паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно
избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного
потренироваться и возможно, перепробовать несколько разных припоев.
Оцените публикацию:
- Currently 4.17
Оценка: 4.2 (18 голосов)
Порядок проведения работ в земле и воде
Не так уж редко возникает необходимость в прокладке электропроводки под землей или под водой. Коротко остановимся на особенностях выполнения электромонтажных работ в этих условиях.
Провода могут прокладываться в воде, например, при монтаже погружного насоса. В этом случае нужна пайка концовок проводов. Далее соединение обрабатывается изоляционным материалом (термоклеем), а поверх надевается термоусадка. При соблюдении технологии стык получится очень надежным и безопасным. Однако стоит допустить небрежность, и дело закончится коротким замыканием.
Проводка в земле защищается таким же образом, как описано выше, однако, чтобы получить безопасное соединение, можно использовать более продвинутую методику. Концы кабеля следует прижать клеммной колодкой, а герметичную распредкоробку залить силиконом. Подземную магистраль рекомендуется разместить в прочном коробе или трубе, чтобы предотвратить акты вредительства со стороны грызунов. Поврежденные концовки кабелей лучше всего стыковать при помощи муфт.
Способы соединения проводов
Существует несколько методов соединения электропроводов. Вы можете выбрать наиболее удобный и подходящий для вашего случая вариант.
Скрутка
Скрутка
В настоящее время соединение кабелей в распределительных коробках по методу скрутки запрещено – оно считается крайне ненадежным по сравнению с другими существующими вариантами. Выбирая скрутку, вы осознанно принимаете всю возможную ответственность на себя.
Как правильно делать сращивание и ответвление проводов с помощью скрутки
Само соединение выполняется предельно просто: с проводов счищается примерно 10 мм изоляции, а после они аккуратно накручиваются друг на друга. При соединении проводов диаметром до 1 мм выполняем не менее 5 витков, в случае скрутки более «серьезных» кабелей – от 3 витков.
Опрессовка
Инструмент для опрессовки
Популярный вариант соединения. Выполняется с использованием специальной гильзы по размеру пучка проводов. Материал гильзы также должен соответствовать материалу изготовления кабелей.
Для обжима изделия применяются пресс-клещи для опрессовки гильз. Народные умельцы нередко пытаются выполнить обжим с помощью пассатижей, однако профессионалы рекомендуют от такого варианта воздерживаться, т.к. соединение будет не таким надежным.
Работа выполняется в следующем порядке.
Снимаем с проводов изоляцию, ориентируясь на длину используемой гильзы.
Второй шаг
Скручиваем провода в пучок и вводим их в соединитель.
Обжимаем гильзу с проводами пресс-клещами.
Процесс опрессовки
Выполняем изоляцию готового соединения термоусадкой либо обычной изолентой.
Процесс опрессовки
Сварка
Сварка
После выполнения такого соединения получается по сути цельный провод, которому не страшны ни процессы окисления, ни другие негативные воздействия, характерные для разъемных способов.
Для соединения проводов по методу сварки нужно подготовить следующее:
- сварочный аппарат на 24В мощностью от 1 кВт;
- флюс;
- угольный электрод;
- защитные средства (перчатки, маску/очки).
Работаем в таком порядке.
Снимаем с кабелей изоляцию и зачищаем жилы до блеска. Для этого используем наждачную бумагу.
Второй шаг
Соединяем провода по методу скрутки.
Насыпаем флюс в углубление нашего электрода.
Аппарат для сварки скруток ТС 700 2
Включаем сварочный аппарат, прижимаем электрод к кабелям и держим до образования шарика — т.н. «контактной точки».
Пятый шаг
Сварка
Очищаем полученную контактную точку от флюса и покрываем ее лаком.
В завершение нам остается лишь заизолировать готовое соединение.
Пайка
Пайка
Порядок действий остается таким же, как и при соединении проводов сваркой. Отличие лишь в том, что кабели соединяются при помощи припоя, расплавленного паяльником. Расплавленный припой должен затекать внутрь скрутки.
Также не рекомендуется использовать пайку в местах возможных механических нагрузок на соединение.
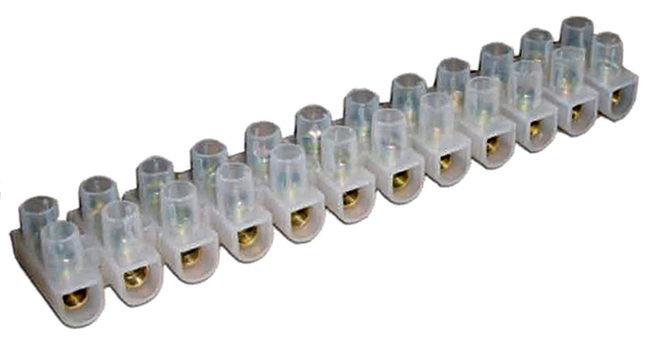
Винтовые контактные зажимы
Винтовые контактные зажимы
Отличный метод быстрого и простого соединения проводов в распределительной коробке. Компактные недорогие зажимы позволяют выполнять соединение как однородных, так и разнородных проводников.
Работа выполняется в два простых шага. Нужно сделать следующее:
- счистить с концов проводов примерно по 5 мм изоляции;
- вставить провода в зажим и затянуть винтом.
Болтовые соединения
Болтовые соединенияОконцевание проводов
Соединение надежное, но очень громоздкое. Подходит для таких же громоздких коробок старого образца. В современной коробке болтовое соединение может попросту не поместиться.
Работа выполняется в следующем порядке.
Второй шаг
Сверху надеваем на болт один из соединяемых проводов. Предварительно нужно счистить изоляцию и сформировать из кабеля колечко. Со вторым проводом заранее делаем то же самое.
Пятый шаг
Надеваем последнюю шайбу и затягиваем соединение гайкой.
Разумеется, болтовое соединение также нуждается в изоляции, которая не лучшим образом отразится на его размерах.
Методика использования УЗО
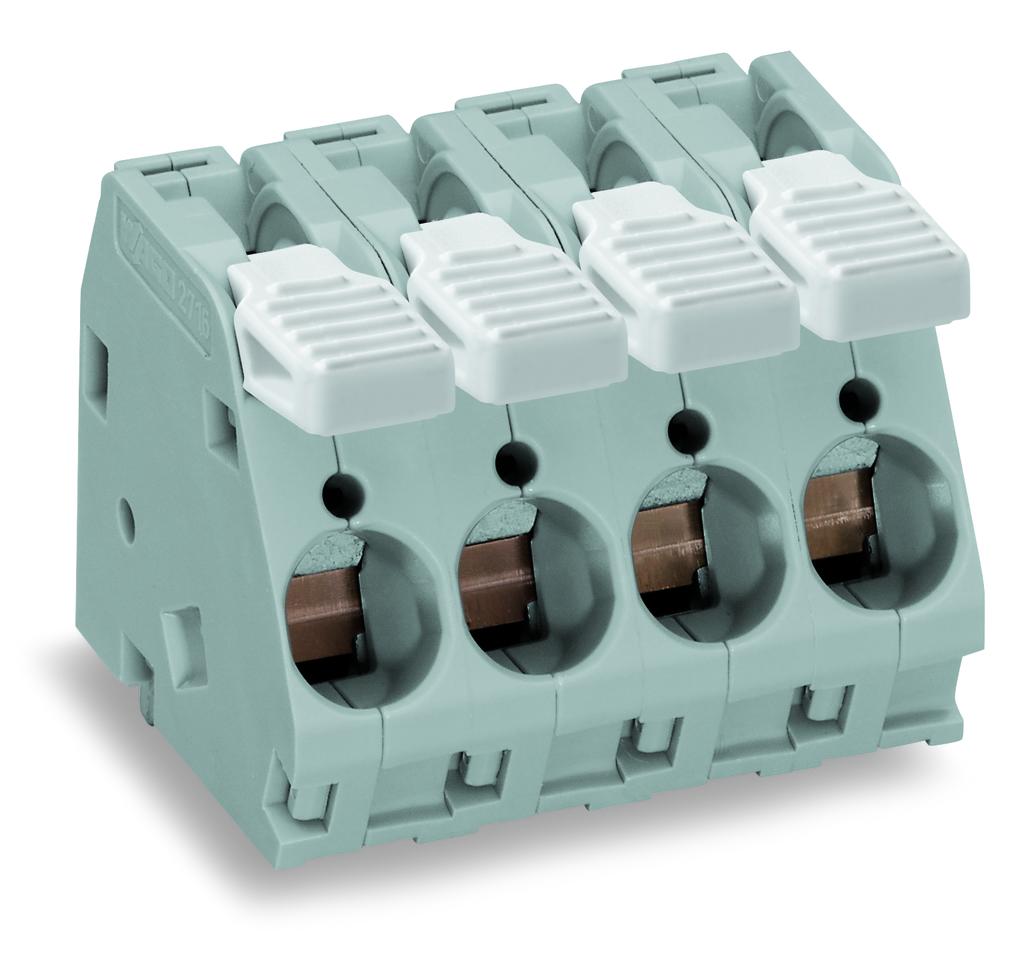
Самозажимные соединения
Наиболее современный и популярный на сегодняшний день вариант. Зажимы предельно просты в использовании. Помимо этого, внутри подобных соединений изначально присутствует паста, исключающая риск окисления металлов, что позволяет безо всяких опасений вставлять в клипсы разнородные проводники.
Работаем в таком порядке.
Самозажимные соединения
Первый шаг. Снимаем примерно по 10 мм изоляции с каждого провода.
Второй шаг. Поднимаем вверх рычажок клипсы.
Третий шаг. Вставляем проводники в соединитель.
Четвертый шаг. Опускаем вниз рычажок.
Зажимы без рычажков просто защелкиваются.
Самозажимные соединения
Как сделать своими руками?
Самодельный аппарат для сварки следует делать по четкой схеме, соблюдая инструкции. Только так устройство будет эффективным и безопасным.
Необходимые материалы и инструменты:
- зажимы «крокодилы»;
- 2 кабеля из алюминия;
- трансформатор;
- электрод угольный;
- провод для питания диаметром не меньше 2,5 мм;
- поворотный регулятор напряжения;
- отвертки разного размера и вида;
- пассатижи и плоскогубцы.
Изготовить аппарат можно по инструкции. Первым этапом является подбор корпуса. Кожух для самодельного аппарата должен быть максимально надежным, ведь он служит для защиты трансформатора. Не последнюю роль играет и техника безопасности, получить ожог проще простого. Корпус может быть металлическим или пластиковым.
Трансформатор играет самую важную роль во всей самодельной конструкции. Блоки могут быть разного производства. В основном выбор стоит между электронными и силовыми трансформаторами. Стоит определиться со схемой аппарата на полупроводниковых приборах, тиристорах. В цепи всегда предусмотрено место для вторичной обмотки и блоков вывода.
Регулятор напряжения для выпрямления тока на выходе выбирают отдельно. Регулятор такого плана применяется в зарядных устройствах для батарей. Аналогичные можно найти в стартерах от разных компаний. Таким образом, не будет пульсации, а значит и сварка пройдет стабильно.
Если выбирать электронный блок, то придется слегка разобраться в принципе работы. Специфика схемы позволяет применять исключительно биполярный транзистор. В таком аппарате будет высокое напряжение
Также важно обеспечить обратную проводимость тока
При выборе конкретного электроблока следует учесть напряжение и максимальное энергопотребление аппарата. Чаще всего встречаются модели на 6 или 9 В. Блоки такого типа вполне удовлетворяют потребностям домашнего мастера. Его можно взять и из старого прибора.
При использовании мощного трансформатора примерно на 24 вольта, необходимо подобрать и электропроводку. Кабель питания должен иметь сечение 2,5 мм или больше.
Для питания инвертера или трансформатора понадобятся клеммы. Их одевают методом скручивания. Затем производят подключение к электросети 220 вольт.
Последним этапом изготовления самодельного сварочного аппарата является установка держателя и контакта. Это осуществляется с помощью двух проводков, которые идут от клемм. У мастера должна быть возможность спокойно держать заготовку, и фиксировать электрод. Именно это и нужно для сварки.
Держатель должен быть длинным. Это более удобно и практично. Появляется возможность проводить сварку даже в узких и труднодоступных местах. Также не будет необходимости часто перемещать трансформатор, если держатель достаточно длинный.
Подробнее о том, как сделать аппарат для сварки скруток своими руками, можно посмотреть в видео.
Как собрать аппарат для сварки скруток своими руками
Советуем к прочтению другие наши статьи
-
Применение светодиодных панелей в оформлении интерьера
-
Правила и особенности удаленной торговли на Амазон
-
Римские шторы: оригинальное оформление окон
-
RED7 – жить с комфортом и удобством
Итак, как собирался аппарат сварки проводов.
Я разобрал трансформатор от микроволновки, распилив его болгаркой по местам сварки. Я не буду описывать это процесс в подробностях, т.к. это делали уже многие и много раз, да хоть на YouTube можно видео найти.
В общем, транс был распилен, вторичная обмотка выкинута, намотана своя обмотка медным проводом на 6 мм кв., у меня влезло всего порядка 16 витков, то ли транс был маловат, то ли я не очень опытный мотальщик, ну да ладно, после включения транса в сеть, я получил напряжение 14 вольт, что нормально для такой сварки (нужно 12-24в). Затем я склеил сердечник транса эпоксидной смолой. На этом работы с трансформатором микроволновки были закончены.
Я установил его в корпус, также я установил туда 2 автомата на 16А (после опыта первой сварки, чтобы знать максимальный ток потребления, он оказался 11А).
Почему не поставил двухполюсник?
А собрал сварку проводов из того, что было под рукой. Мой девиз: Сначала используй, что без дела валяется, если конечно, это не портит конструкцию
Провода на выходе я использовал многожильные медные на 10 мм кв.
Один провод припаял к выводу графитовой щетки от мощного электродвигателя (на рынке можно найти за 20-30 руб. такую щетку). Держак для нее изготовил из ручки от напильника, в которую вставил деталь в форме заготовки ключа из куска стали 4мм, здесь, я так думаю как раз можно использовать ненужный ключ от квартиры, где деньги лежат
«Ключ» я нагрел и вставил его в ручку от напильника, изготовил хомут из тонкой жести и притянул им щетку к ручке. А также я притянул к держаку провод с помощью обычной стяжки (куда ж без нее в наши дни).
В графитовой щетке я просверлил две ямки разных диаметров скруток — так удобнее будет сваривать скрутки, чтобы капля меди не пыталась соскочить.
Второй зажим я сделал, как у всех — из ненужных плоскогубцев.
Провод к ним подсоединял так.
Снял одну ручку и сточил железную часть под круг на 10 мм, на него надел медную шину на 10 мм, в другой конец шины вставил провод и все это спаял с помощь флюса для черного металла, олова, паяльника и газовой горелки (сначала разогрел плоскогубцы горелкой, чтобы потом паять паяльником). Соединение получилось вроде прочное, ну а если отломится, потренируюсь еще раз в пайке Сверху надел 2 термоусадки, в итоге получилось аккуратно. В губках плоскогубцев просверлил 2 отверстия на 3 мм и 5 мм, чтобы было удобнее зажимать скрутку.
Провода с трансформатором соединил с помощью винтовых клемм на 30А кажется…
Спереди приделал индикатор питания зеленого цвета, в крышке корпуса пропилил окно для автоматов, на крышку корпуса внутри приклеил кусочки линолеума, чтобы она не дребезжала — это помогло. Ну и сделал ручку для удобной переноски аппарата из старой дверной ручки.
А внизу в штатные отверстия с резьбой прикрутил ножки от старой советской аппаратуры.
Надежная скрутка проводов: детальная инструкция
Примера ради возьмем простейшую ситуацию – необходимо скрепить между собой пару одножильных проводов (допустим, что оба проводника выполнены из меди).
Ход действий таков:
- Аккуратно зачищаем обе жилы с помощью специального инструмента или простого ножа, удаляя изоляцию где-то на пять сантиметров;
- Обезжириваем оголенные контакты с помощью ацетона;
- Берем кусок наждачной бумаги и зачищаем концы проводников до ярко выраженного металлического цвета;
- Кладем оголенные жилы крест-накрест и не спеша обвиваем одну жилу вокруг другой (процедура выполняется при помощи пассатижей, количество витков – не менее пяти);
- Аналогично накручиваем вторую жилу;
- Туго обматываем зону скрутки изолентой (также неплохо было бы использовать термоусаживаемый кембрик – специальную трубку, которая защитит оголенный участок от внешней среды).
Смело можно заметить – ничего сложного в процедуре нет. Главное – оголяем участки проводов не менее, чем на пять сантиметров и уверенно скручиваем их между собой пассатижами, обеспечивая тем самым прочный контакт.
Что насчет более сложной ситуации, когда приходится скручивать между собой одножильный и многожильный провода? Здесь необходимо выполнить первые два пункта приведенной выше инструкции, после чего – скрестить между собой изделия и туго намотать многожильный провод вокруг одножильного (на расстоянии пары-тройки сантиметров от его конца).
Намотали? Тогда берем оставшийся одножильный конец и одним плавным движением загибаем его в сторону витков многожильного проводника. Когда задача выполнены, провода изолируются и помещаются в коробку распределения. Абсолютно такой же ход действий поможет и при скрутке двух многожильных проводов.
Кстати, что важно – совершенно не советуем выполнять скрутку из медного и алюминиевого проводов. Об этом говорят не только электрики-профессионалы, но и нормативные документы – тот же ГОСТ
Не стоит делать подобных скруток потому, что медь и алюминий имеют различные показатели сопротивления металлов. Также при их взаимодействии происходит окисление, а это в свою очередь значительно ухудшает контакт.
Еще имеется следующий нюанс: медь и алюминий обладают различными физическими свойствами в том плане, что один из металлов – жесткий, а другой – мягкий. Это также крайне негативно скажется на качестве контакта между двумя проводниками.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец – 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37
Олово – 61 |
4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3
Олово – 33,3 |
– | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25
Олово – 50 |
– | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1
Олово – 6,9 |
– | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50
Свинец – 25 Олово – 12,5 |
– | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Соединение «на скорую руку» с большими последствиями
О последствиях от подобной «упрощенки» мы часто не задумываемся. Между тем, ненадежный контакт подведет в самый неподходящий момент, всегда может прекратиться подача питания потребителям/электроприемникам. От «бросков» напряжения происходит пробой элементов каскадов питания сложной бытовой техники СБТ. Не спасают от поломки даже специальные устройства защиты, применяемые в самых «навороченных» моделях зарубежных производителей.
Наводку коротких электромагнитных импульсов напряжением несколько тысяч вольт на электронную начинку вызывает «безобидное» искрение в местах соединений. При этом стандартное оборудование защиты, которым оборудуются сейчас квартиры (УЗО, автоматические выключатели, предохранители) подобные короткие слаботочные импульсы «не видят», поэтому от них попросту не срабатывают, а устанавливать для этого специальные устройства у нас не принято. Источники бесперебойного питания компьютеров тоже не стали панацеей от импульсов переходных процессов. Возникновение «тычков» вызывает сбои в работе электронной аппаратуры и компьютерной техники, приводит к выходу из строя электротехнических компонентов и дорогостоящих модулей функционала.
К еще более катастрофическим последствиям приводит перегрев в месте плохого соединения, при прохождении тока ослабленный соединительный узел раскаляется докрасна. Нередко от этого происходят возгорания и пожары, наносящие владельцам помещений огромный ущерб. Статистика свидетельствует, что 90% всех неисправностей электропроводки возникает по причине скруток и плохих контактных соединений проводников. В свою очередь, сама неисправность электрической проводки и оборудования, по данным МЧС, является причиной одной трети пожаров, происходящих в России.
Однако так исторически сложилось, что несколько десятилетий назад в условиях дефицита электрофурнитуры/медных проводников скручивание алюминиевых проводов считалась основным способом, применявшимся в электромонтажных работах. Скрутка в качестве соединения может применяться в электрике при проведении ремонтно-восстановительных работ.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
-
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
-
Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
-
Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Сварка
Принцип соединения проводов и кабелей сваркой, основан на сплавлении медных жил при воздействии высокой температуры от электрической дуги сварочного аппарата. При этом получается надежное соединение, при котором все жилы объединяются не межатомном уровне, соответственно и сопротивление у такого соединения рекордно низкое (не нагревается под нагрузкой).
В настоящий момент сварка считается наиболее надежным и качественным видом соединения однопроволочных медных жил проводов и кабелей, применяемых при монтаже проводки.
К главным недостаткам сварки, можно отнести необходимость наличия узкоспециализированного сварочного оборудования и навыка владения им у специалиста, выполняющего монтаж. Кроме того, производство сварочных работ требует свободного пространства в месте монтажа и самое главное, наличия электричества. Места соединений сварного соединения проводов в распределительной коробке также необходимо дополнительно изолировать.
Зажимной метод самый доступный из способов соединения проводов. Его принцип довольно прост, токопроводящие жилы кабелей или проводов, стягиваются, сжимаются, друг с другом, с помощью различного рода соединителей (винтовых, пружинных и т.д.). Самым ярким представителем этого способа соединения проводов являются клеммы.
Клеммы, для соединения жил при монтаже электропроводки, чаще всего бывают или винтовыми – где провода стягиваются в общей колодке винтами, или самозажимными – в которых жилы проводов зажимаются между подпружиненных пластин.
Винтовые клеммы, чаще всего используются для подключения электрооборудования, при соединении кабелей в распределительных коробках их не применяют. Одним из главных недостатков винтового соединения, является то, что со временем контакт ослабевает и винт необходимо затягивать. Если этого не делать место соединения начнет греться и в результате это может стать причиной возгорания либо нестабильной работы электросети.
Самозажимные клеммы, на основе плоскопружинного зажима (крепеж под пружинящими пластинами), идеально подходят для соединения жил кабелей или проводов при монтаже электропроводки. Для того, чтобы соединить провода, достаточно поместить оголенные жилы в разъемы клемм, где они автоматически зафиксируются и будут связаны между собой через токопроводящий материал внутреннего механизма клеммы.
И хотя такое соединение получается не таким надежным как при сварке, используется оно при монтаже электропроводки очень часто. В первую очередь из-за простоты и быстроты монтажа. Достаточно только снимать изоляцию с жил кабелей и помещать их в клеммы.
Главным же недостатком такого способа соединения, является необходимость покупки качественных самозажимных клемм. Кроме того, довольно неоднозначно проявляют себя такие соединения во многих экстремальных ситуациях, которые, к сожалению, могут возникнуть в процессе эксплуатации электросети.
Опытные электромонтажники, стараются использовать самозажимные клеммы лишь на группы освещения, а соединения кабелей идущих, например, на розетки выполняют сваркой.
Если вы решили делать проводку в квартире своими руками, то соединение самозажимными клеммами для вас будет самым предпочтительным вариантом. Главное, это использовать клеммы, специально предназначенные для коммутации силовых цепей и рассчитанных на это. Еще одним плюсом является то, что такие соединения нет необходимости дополнительно изолировать, что так же очень сильно экономит время.
Еще есть клеммы с рычажковым зажимом, в них фиксация жилы происходить при закрытии рычага, а при его открытии она снова освобождается. Такую клемму можно использовать многократно, но они достаточно объемные и дорогие, поэтому используются при соединениях в распределительных коробках редко. Главное их преимущество над самозажимными клеммами – возможность соединять многопроволочные провода, без дополнительной подготовки жил.