Приспособление для заточки свёрл своими руками
Содержание:
- Что такое сверло и как его заточить
- Уменьшение перемычки, и что оно даёт
- Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
- Как понять, что сверло затупилось
- Преимущества использования специальных приспособлений
- Когда необходимо?
- Обзор видов
- Как сделать устройство для заточки?
- Как изготовить станок для заточки спиральных сверл
- Как продлить срок службы сверла
- Подготовительные работы
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла. Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку
Но обо всем по порядку
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
Различные способы заточки под определенный материал
А для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания. Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм. Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке. Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть. Центровые сверла используются для центровки деталей при точении. Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки. Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет
Надо только бережно относиться к их хранению и использованию
Для нас же важно научиться затачивать сверла при работе по металлу, бетону
Уменьшение перемычки, и что оно даёт
Многие недооценивают важность уменьшения поперечной перемычки сверла. А ведь это действие значительно снижает силу трения, что способствует более долгой работе инструмента без заточки
Дело в том, что по мере заточки свёрл (приближения к хвостовику) перемычка становится толще. Именно поэтому её необходимо стачивать. Но делать это следует крайне аккуратно, чтобы не повредить рабочую кромку сверла или не сточить лишнего, сделав перемычку совсем тонкой. В этом случае сверло может отколоться при работе.
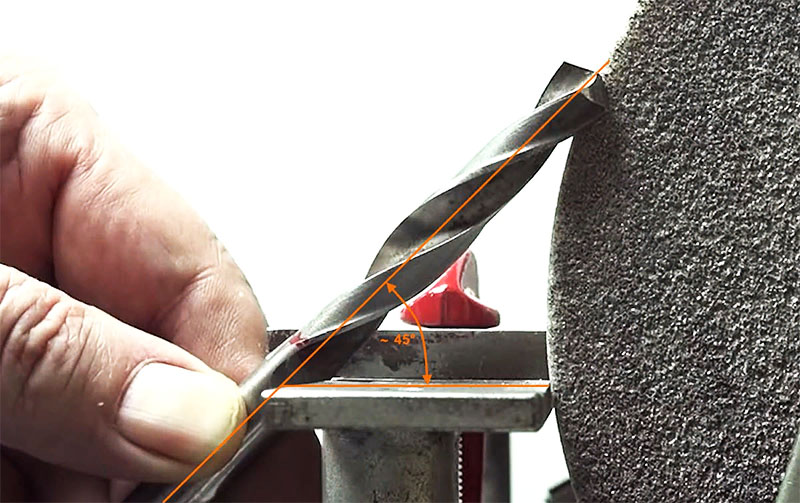 ФОТО: Stroy-podskazka.ruПоложение сверла в горизонтальной плоскости для стачивания перемычки
ФОТО: Stroy-podskazka.ruПоложение сверла в горизонтальной плоскости для стачивания перемычки
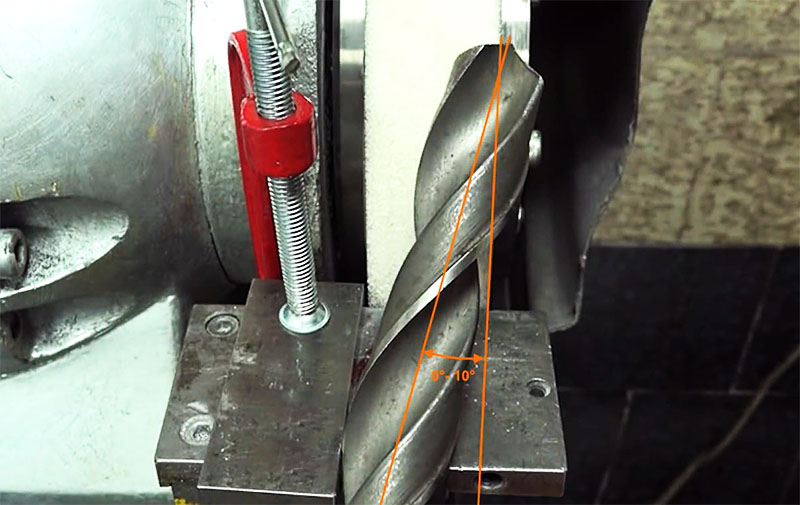 ФОТО: Stroy-podskazka.ruПоложение сверла в вертикальной плоскости для стачивания перемычки
ФОТО: Stroy-podskazka.ruПоложение сверла в вертикальной плоскости для стачивания перемычки
Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
Для выполнения качественной заточки необходимо хорошо представлять устройство и принцип работы сверлильного инструмента.
Как изготовлено сверло
Оно состоит из двух частей, соединяемых сваркой:
- рабочей, изготовленной из быстрорежущей стали (HSS) марок Р6М5, Р6МК5, Р18 и им подобных;
- хвостовика, зажимаемого в патрон (сталь 45 или 40Х).
Рабочая часть, в свою очередь, представлена:
- режущим наконечником (второе название — заходный);
- калибровочным участком, выполненным цилиндром из канавок отвода стружки с калибровочной ленточкой.
На режущем наконечнике имеются:
- 2 режущие кромки (РК), соединяемые кромкой перемычки (или просто перемычкой);
- 2 задние поверхности.
При восстановлении режущих кромок необходимо обращать внимание на конфигурацию перемычки, ибо на ней образуется центральная вершина
На самом деле перемычкой выступает слой металла, находящийся между двумя канавками отвода стружек. Он постепенно увеличивается по направлению от вершины к хвостовику.
Сформированная заточкой центральная вершина должна быть расположена строго на вертикальной оси вращения.
При этом создаются еще две боковые вершины за счет пересечения линии режущей кромки с задними поверхностями в местах их стыковки с калибровочными ленточками.
Боковые вершины после заточки должны быть расположены строго симметрично друг относительно друга, а соединяющая их линия направлена перпендикулярно оси вращения.
Какие углы создают оптимальное резание
Угол при вершине замеряется между режущими кромками. Его величина может изменяться от 116 до 130 градусов и зависит от твердости обрабатываемого металла. На легких сплавах применяют более остроугольную заточку.
Для бытовых целей не требуется добиваться соблюдения углов с точностью до 1 градуса. Здесь нормально работает его величина в 120О. Она образуется делением окружности на три части.
Угол между перемычкой и режущей кромкой создается за счет равномерного стачивания задних поверхностей до одной плоскости наклона. С обеих сторон он должен составлять 55 градусов.
Угол наклона спирали у разных изделий может несколько отличаться. Для наиболее твердых металлов его делают 25О, а для самых распространенных — 30.
Задний угол резания измеряется между перпендикуляром к оси вращения и образующей линией, расположенной на плоскости задней поверхности. Его оптимальная величина составляет от 7 до 10 градусов.
По направлению спирали сверла могут выполняться:
- правыми — для обработки металлов при прямом вращении;
- левыми — с обратным вращением.
Как длина инструмента влияет на качество сверления
Для разных условий эксплуатации выпускаются три типа изделий:
- короткие, выпускаемые по ГОСТ 4010-77;
- средние (ГОСТ 10902-77);
- длинные (ГОСТ 888-77).
Наилучшими эксплуатационными характеристиками (качество центровки и нагрузка при резании) обладают сверла короткой серии.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
Признаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Когда необходимо?
Токари со значительным стажем работы и большим опытом обнаружат на слух и глаз – непосредственно во время работы – что инструмент нуждается в затачивании. Для начинающих это также повод задуматься, не нужна ли выправка затупленного сверла – на что указывают следующие проявления намечающейся неисправности: сверло свистит и скрипит при трении о просверливаемую грань и поверхность, быстро нагревается при работе на средних и высоких оборотах. Отверстия, проделываемые затупленным сверлом, отличаются неровностями – насечками и выбоинами в том месте, где проходила рабочая (режущая) часть. Стружка у зазубренного и затупленного сверла выходит только из одной канавки, а не из обеих, либо выводится с разной скоростью, в неравномерном количестве.
Запоздалая заточка приведёт к тому, что конец сверла отломается, просверленная деталь (или заготовка под неё) получит дополнительные повреждения. Часты эпизоды, когда сверло застревало в обрабатываемом металле (или сплаве) – особенно этому подвержены стальные заготовки. Быстрорежущая сталь – не победитовый сплав и тем более не алмазное покрытие – она попросту сломается от усиленной нагрузки, которую вынужден приложить мастер, чтобы досверлить оставшиеся миллиметры материала.
Обзор видов
Вне зависимости от того, какого типа приспособление вы будете изготавливать своими руками, обратите внимание, что в идеале оно должно быть механическим, ведь в противном случае заточить каждое отдельное сверло будет и долго, и сложно. Что касается существующих разновидностей подобных изделий, то надо признать, что объективно количество их вариантов не ограничено ничем, и никакой полной классификации нет и не может быть, потому что инженерная мысль человека безгранична

По этой причине мы выделим лишь несколько примеров станков и более простой оснастки, которые часто воспроизводятся в быту.
Насадка на дрель. Предсказуемо один из наиболее распространенных вариантов, потому что дрель есть в арсенале практически любого мастера, и она уже обеспечивает механический привод, а сделать на нее насадку весьма просто. Изделие представляет собой насадку из металлической трубы, в верхней части которой привинчен кондуктор – в нем проделаны отверстия как раз такого диаметра, чтобы сверло вошло и надежно встало на своем месте. Перед заточкой конструкцию крепят к шейке дрели при помощи втулки и винта.




Как сделать устройство для заточки?
Изготовить самодельную установку, сверяясь по самостоятельно разработанному или чужому чертежу, можно на основе гаечно-болтовых элементов, в качестве насадки на болгарку или дрель.
Из дверных петель
Процесс получения в домашних условиях вспомогательного инструмента для заточки свёрл, собранного из дверных петель, состоит в следующем. Разрежьте надвое одну из петель. Приварите стальной уголок к ней. Нарежьте резьбу под болт в просверленных отверстиях. Приварите к болту барашек для поворачивания упорной части. Зафиксируйте нижнюю часть петли рядом с ручкой болгарки. Верхнюю используйте для перемещения заготовки.
Данное приспособление позволяет подавать сверло по направлению вниз. Задняя грань делается плоской, что приведёт к перегреву сверла. Сориентировать сверло легко, но качество подтачивания затупленной кромки сомнительное.Достоинством такого приспособления является возможность улучшить его конструкцию.
О том, как сделать устройство для заточки сверла из дверной петли, вы можете узнать из видео ниже.
Из гайки
Чтобы сделать насадку для заточки сверла на основе гайки, мастеру нужен лишь минимальный набор расходных материалов.
- Отберите две разные по размеру гайки. На меньшей пропилите 9-миллиметровые разрезы с граней, чьи рёбра располагаются друг по отношению к другу под углом в 120 градусов.
- При помощи сварочного аппарата приварите вторую гайку к первой таким образом, чтобы образовались треугольно расположенные отверстия.
- Вкрутите в меньшую гайку болт, одинаковый по диаметру винтовой канавки с меньшей гайкой. Данный болт зажмёт обрабатываемое сверло.
- Проденьте заготовку в такой держатель. Она жёстко зафиксируется при помощи зажима.
Приспособление на основе гаек для заточки свёрл готово. Оно не даст сточить больше, чем вы хотите. Сверло после затачивания обретёт требуемую остроту и вновь станет работать штатно, как и до затупления. Гайки не дают выставленному углу отклониться от своего изначального значения. Недостаток – сплав, из которого изготовлена гайка, при соприкосновении со шлифовальным кругом частично сточится, так как гайки и болты изготавливают из низкоуглеродистой стали.
Из болгарки
Инструмент для заточки, приобретаемый в магазине, в основном изготовлен из пластиковых комплектующих. У них присутствуют стандартные технологические отверстия и зазоры. Собственноручно изготовленное приспособление – из металла, а не пластиковое. Оно прослужит не месяцы, а едва ли не всю жизнь мастера. Рекомендации заключаются в следующем:
- если применяется болгарка или дрель в качестве привода – затачивающий круг (вращающуюся наждачку) соединяют посредством кольца;
- наждачный конус изготавливается при помощи токарного станка;
- основа с отверстиями под свёрла разных диаметров выполняется из металлического бруска, но можно использовать и деревянный.
Перед изготовлением приспособы полезно ознакомиться, из каких деталей собран промышленный его аналог. Приспособление для болгарки является более лёгким вариантом – заточка и шлифовка болгарочным приводом происходит в штатных, естественных условиях. Закрепить сверло под требуемым углом легко.
Прикрепите к корпусу болгарки стальной уголок, служащий направляющей для инструмента. Отрегулировать угол подачи (наклона) можно вручную. Недостаток – неравномерное стачивающее воздействие на шлифовально-отрезной диск. Подтачивая свёрла в одном и том же положении, пользователь рискует срывом диска на полном ходу из-за постоянной проточки абразивного материала, из которого сделан отрезной круг. Трудоёмкость изготовления данного варианта значительно выше, чем у предыдущего.
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
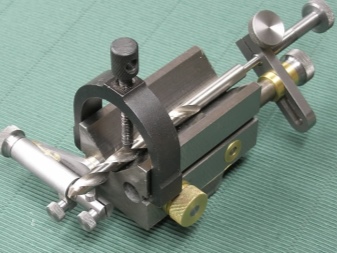
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Подготовительные работы
Подготовительные работы заключаются в устранении некоторых негативных факторов, сопряженных со сверлением нержавейки. Рассмотрим, какие свойства вносят трудности в этот процесс:
- Химический состав нержавеющих марок стали способствует повышению пластичности металла. Стружка при сверлении таких сталей налипает на сверло, от этого режущие кромки исключаются из процесса, а на стенках внутри неоконченного отверстия образуется наклеп. Такой поверхностный наклеп затрудняет дальнейшую обработку и меняет физические свойства в этом месте.
- Отвод тепла от нагретого вращением и резанием сверла происходит по поверхности металла. Не проводя предупредительных мероприятий можно получить окрашенный в цвета побежалости участок вокруг сверления. Кроме испорченной декоративной поверхности, это уменьшает коррозионную сопротивляемость и требует дополнительных технологических операций для восстановления заданных параметров.
Чтобы избежать описанных выше недостатков, перед сверлением необходимо решить как будет остужаться поверхность и что сделать для исключения налипания стружки. Среди действенных методов подойдет вода. Если объем просверливаемого металла больше чем одно отверстие диаметром 10мм в листе толщиной 2мм, то следует подумать об охлаждении маслом или специальной эмульсией.
Внимание. Охлаждение водой при сверлении нержавейки производится во время самого процесса
Охлаждение путем опускания горячего сверла в баночку, стоящую рядом, приводит к закалке и отпуску металла и потере основных свойств. Охлаждающая жидкость подается в точку контакта при сверлении. Для снижения расхода можно поставить резиновое кольцо на поверхность, окружив место контакта.










