Инструкция как пользоваться штангенциркулем
Содержание:
- Считывание результатов
- Виды штангенциркулей
- Как пользоваться штангенциркулем, точность инструмента
- Методика поверки
- Порядок измерений
- С чего начинать эксплуатацию прибора
- Как пользоваться штангенциркулем
- Что это такое?
- Из чего состоит штангенциркуль
- Конструкция измерителя или из чего состоит штангель
- Почему возникают ошибки при измерениях
- Что такое штангенциркуль и для чего нужен
- Материаловед
- Разметка
- Смотрите обзор штангенциркуля для новичков:
- Как штангенциркулем измерить поршень
- Схема измерения
- Штангенциркуль — Википедия. Что такое Штангенциркуль
- На что обратить внимание при покупке штангенциркуля:
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.
Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.
Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Как пользоваться штангенциркулем, точность инструмента
Измерения с точностью до 1 мм интуитивно понятны абсолютно всем и в особых разъяснениях абсолютно не нуждаются. Передвигая подвижную рамку вдоль штанги, зажимая (не сильно) губками деталь, мы отслеживаем на цифровой шкале штанги размер. Все хорошо, когда риска с «0» нониуса четко совпадает с любой из рисок основной шкалы. Это значит, что деталь имеет размер в целых миллиметрах. Но если риски шкалы и нониуса не совпадают, то большинство людей применит термин «больше» или «меньше». К примеру: чуть больше 30 мм для обывателя будет означать размер от 30 до 31 мм. Но пользование нониусом настолько просто, что имея штангенциркуль, продолжать пользоваться подобными величинами – моветон.
Шкала нониуса разбита таким образом, что наиболее точное совпадение ее риски с риской основной шкалы покажет точное значение после запятой в дробном значении размера детали.
Нужно учитывать класс точности инструмента, он обязательно пишется – чаще прямо на нониусе – чему равно одно его деление. Большинство самых распространенных штангенциркулей обладает способностью определять размер с точностью до 1/10 миллиметра, но есть приборы и до 2/100, на них написано 0,02. На принцип пользования нониусом это не влияет.
https://youtube.com/watch?v=Nobw6s9k4dQ
Кроме умения пользоваться нониусом, важно так же правильно пользоваться штангенциркулем во время проведения измерений, о чем детально рассказывается в следующем видео. https://www.youtube.com/embed/82yPc4p9wfs
https://youtube.com/watch?v=82yPc4p9wfs
Штангенциркули с круглой цифровой шкалой не требуют совпадения рисок, они прямо показывают на значение
Здесь важно учитывать значение деления, которое указывается на циферблате
Для этого штангеля оно составляет 0,02 мм. К плюсам такого исполнения инструмента можно отнести возможность тарирования (физической установки на «0» шкалы циферблата) при сведенных губках с фиксацией зажимным винтом – здесь он снизу циферблата. К явным же недостаткам – исключительную аккуратность в обращении. Слишком велик риск повреждения инструмента при разбивании стекла циферблата. А ведь особую бережность в обращении со штангенциркулем при проведении слесарных, токарных или фрезерных работ обеспечить практически невозможно, поэтому ШЦК все чаще снимается с производства ввиду малого спроса, хотя в домашних условиях, при бережном отношении он может многие годы служить верой и правдой.
Хотя очень недорогие (от 5,5 $) за штуку углепластиковые циферблатные штангеля все же пока удерживают этот тип инструмента на плаву.
Еще одним фактором, влияющим на уход с рынка ШЦК, стало наличие недорогих и менее прихотливых в эксплуатации ШЦЦ – цифровых или дигитальных (от digital – цифровой) штангенциркулей, в основном китайского производства.
Несколько слов о кнопках на цифровом штангенциркуле. Зеленая вверху – переключатель значений «миллиметры – дюймы». Ремарка: наличие на основной шкале (а также на подвижной рамке) верхней разметки позволяет производить измерения в дюймах, что в общем-то для нас не так уж и актуально. Левая красная кнопка снизу включает и выключает прибор. А вот правая, на наш взгляд, самая интересная кнопка, позволяющая обнулить значение в любом положении губок. Эта функция очень полезна при контроле размера большого числа однотипных деталей, когда номинальный размер выставляется изначально, фиксируется желтой кнопкой, а при замерах мы видим отклонения от него, причем в обе стороны.
Кстати, взаимная проверка точности всех перечисленных типов штангелей, в т.ч. и с разным классом точности измерений, показывает, что даже старые советские инструменты, при условии не убийственных условий эксплуатации, вполне справляются со своей задачей
Важно помнить: наиболее точным значением для наружных размеров будет наименьшее, а для внутренних – наибольшее. Все дело в том, что крайне сложно абсолютно точно позиционировать инструмент при замерах, а искажения дают именно эти неточности
И еще одно: винт фиксации подвижной рамки нужно держать в слегка поджатом состоянии, что предотвратит слишком большой ее люфт на основной штанге. И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера.
Методика поверки
Поверку измерительных инструментов, как и их производство, осуществляют согласно нормам ГОСТа 8.113-85. Контрольно-измерительные манипуляции проводятся в специальных лабораториях и выполняются на сверхточных станках. Однако выполнить простейшую поверку штангенциркуля можно и в домашних условиях. Для этого инструмент тщательно очищают от грязи, пыли, налипших опилок, металлической стружки и смазочных материалов, после чего насухо вытирают чистой тканью. Затем сводят губки штангенциркуля до упора и смотрят за положением нулевых штрихов.
Если прибор отрегулирован правильно, то риски должны совпадать. В противном случае необходимо обратиться в специализированный центр, где произведут поверку и настройку прибора, на основании которых выдадут свидетельство установленного образца. При регулярном использовании штангенциркуля поверку выполняют не реже одного раза в год. В случае износа металла рабочих губок инструмент становится негоден к дальнейшему использованию и подлежит замене на новый. Для увеличения срока службы прибора необходимо держать его в чистоте, а хранение осуществлять только в чехле или футляре.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
С чего начинать эксплуатацию прибора
Чтобы получить точные данные о проводимых измерениях, потребуется сначала проверить инструмент на точность и исправность. Для проверки точности используются специальные эталонные образцы, но, чтобы узнать точность прибора с их помощью, надо уметь считать по шкале штангенциркуля
Перед использованием измерителя немаловажно убедиться в его исправности, что позволит снять результаты с низкой погрешностью. Для этого надо произвести визуальный осмотр губок и шкал инструмента
Наличие дефектов на губках недопустимо, так как это приведет к тому, что инструмент будет показывать неточные результаты.
Чтобы произвести применение инструмента правильно, необходимо соблюдать такую последовательность действий:
- Достать инструмент из специальной шкатулки, в которой следует хранить его. Такими кейсами комплектуется большинство штангенциркулей
- Свести губки инструмента, а затем посмотреть на наличие просвета между ними. Этот просвет должен быть минимальным, что говорит об исправности устройства
- При сведенных губках надо посмотреть на шкалу. Первая риска на подвижной рамке должна точно совпасть с нулевой отметкой на неподвижной рамке
- При несовпадении этих отметок, говорить о точности конечных данных не приходится. При этом можно считать, что прибор неисправен, и требует замены или ремонта
- Обычно если риски на шкалах не совпадают, то причиной того является заклинивание зажима или налипание загрязнений на губках. Проверяется и очищается поверхность губок, а также ослабляется крепление зажима
- Удалить загрязнения со шкалы прибора, так как они будут помехой при считывании результатов
Как только выяснилось, что прибор готов к применению, можно приступать к его эксплуатации. В зависимости от того, что необходимо измерить, используются соответствующие элементы инструмента:
- Наружные губки для замеров внутреннего диаметра детали
- Внутренние — для измерения внешнего размера детали
- Щуп глубиномер — для определения глубины паза или канавки
Это интересно! Работать прибором следует исключительно удерживая его чистыми руками. Если руки в масле и прочих загрязнениях, то их надо вымыть, и только после этого приступать к проведению измерительных манипуляций.
Когда все готово к работе, то можно приступать к измерениям. Далее рассмотрим пошагово, как надо правильно пользоваться штангенциркулем нониусного типа.
Как пользоваться штангенциркулем
Для работы что с механическим, что с цифровым устройством необходимо знать общие принципы его эксплуатации.
С помощью штангенциркуля можно выполнять такие измерения.
- Внешний размер детали – длину, ширину, толщину, диаметр.
- Внутренний размер отверстия или полости – диаметр, ширину, длину.
- Глубину отверстия или полости.
Также с помощью инструмента можно определить внешний (для наружной) или внутренний (для внутренней) диаметр резьбы. При этом для выяснения номинального диаметра, по которому и маркируется изделие, придется воспользоваться таблицами.
Мерить штангенциркулем любые размеры следует в такой последовательности:
максимально свести (для внешних замеров) или развести (для внутренних замеров) измерительные губки прибора. Для замера глубины выдвинуть глубиномер так, чтобы его конец упирался в дно отверстия, а край штанги – в край отверстия
Важно при этом сохранить соосность отверстия и прибора;
при необходимости зафиксировать ползунок зажимным винтом или просто аккуратно снять/извлечь прибор;
снять показания. Для цифрового прибора достаточно увидеть показания на дисплее, для механического – отметить положение бегунка на разметочной шкале и положение рисок разметки на нониусе.
Вначале отмечается целое число (миллиметры) по основной шкале.
Далее уточняется дробное число, то есть десятые и/или сотые доли миллиметра.
Для этого необходимо определить, какая по счету риска на разметке нониуса точно совпадает с любой из рисок основной шкалы.
Примеры использования штангенциркуля (для сравнения измерение штангенциркулем цифрового типа тех же размеров).
На втором фото хорошо видно совпадение девятой риски шкалы нониуса с делением шкалы штанги. Следовательно, размер составляет 14,9 мм (производитель указывает 15 мм).
При измерении гладкой части стержня болта механический штангенциркуль дает размер 5,4 мм.
Цифровой при таком же измерении дал диаметр 5,3 мм.
При замере длины болта разница также на десятую долю миллиметра – 57,7 мм для механического и 57,61 мм для электронного измерителей.
При замере глубины полости окончание штанги установлено так, чтобы края упирались в край детали, а глубиномер – в дно полости. При этом штангенциркуль установлен максимально ровно, по нормали к дну полости.
Полное совпадение на восьмой риске нониуса, следовательно, глубина составляет 34,8 мм.
При измерении резьбы показания обоих приборов совпали – 5,8 мм
Обратите внимание: чтобы губки измерителя не попали между витками резьбы, необходимо располагать прибор немного под углом, около 35…50 градусов к оси резьбового изделия
Что это такое?
Название инструмента происходит от немецкого Stangenzirkel. Измерительный прибор считается универсальным, относится к группе штангенинструментов – то есть приборов для замеров, основанных на использовании измерительной штанги (массивной рейки с делениями). К этой группе также относят штангенрейсмусы, штангенглубиномеры и прочие.
Сам инструмент имеет три разновидности – ШЦ-1 (двусторонний штангенциркуль с глубиномером), ШЦ-2 (двусторонний) и ШЦ-3 (односторонний).
Как понятно из определений и рисунка, первая разновидность имеет возможность замеров внешних и внутренних размеров, а также глубины отверстий.
Вторая – только внешних и внутренних размеров.
Третья – только внешних размеров.
Есть также разновидность одностороннего штангенциркуля с твердосплавными губками, так называемый Т-1.
Качество изготовления и точность приборов нормируются ГОСТ 166-89. При этом, согласно стандарту, жестко нормируется точность прибора – шаг дискретности, цена деления шкалы или нониуса.
Из чего состоит штангенциркуль
Основными составляющими штангенциркуля являются измерительная шкала и дополнительный элемент в виде нониуса. С его помощью удается отсчитать доли деления. Рассмотрим прибор внимательно.
В составе обычного штангенциркуля присутствуют элементы в виде:
- штанг и подвижных частиц;
- измерительной шкалы;
- губки, с помощью которой проводятся внутренние измерения;
- губки, которая позволяет проводить внешние измерения;
- глубинометрической линейки;
- нониуса;
- зажимного механизма.
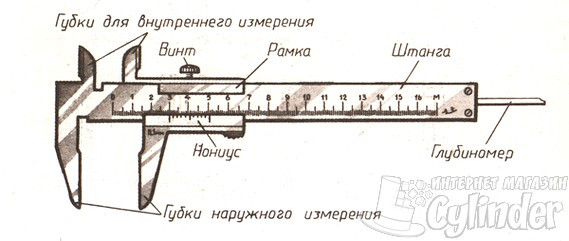
Схема штангенциркуля
Как видно из рисунка, главным измерительным элементом прибора является линейка, она выполняет роль штанги. Чаще всего её размер составляет 15 см. С одной стороны линейки расположены специальные зажимы, в виде губок.
Различают два варианта губок: внешние – 2, внутренние – 1
С помощью первых удается измерить геометрическую внутреннюю длину, а вторые помогают измерить предмет снаружи. Для повышения точности снятия мерок на раме имеется специальный винт, позволяющий фиксировать результаты замеров.
Нониусный штангенциркуль
Именно такой штангенциркуль чаще всего можно найти в домашней мастерской. Это самый простой механический прибор, который, однако, обеспечивать высокую точность измерений.
Нониус – это дополнительная шкала для расчётов, которая позволяет измерять доли миллиметра, каждый шаг деления составляет 0,19 мм
Циферблатный штангенциркуль и его цифровые вариации
Для того чтобы упростить процесс измерения и легко снимать показания, в электронной версии штангенциркуля нониус заменяется циферблатным механизмом. Здесь не нужно присматриваться и высчитывать показания. Всё для вас сделает электроника. Вам останется только посмотреть на данные и записать их.
Электронный штангенциркуль используется для более точных и быстрых вычислений, к примеру, специалистами для отбраковки деталей
В свою очередь цифровой штангенциркуль может проводить самостоятельные измерения, необходимо лишь зафиксировать прибор в нужном положении.
Конструкция измерителя или из чего состоит штангель
Свое название инструмент получил от слова штанга, так как конструктивно представляет собой линейку с перемещающейся по ней штангой со шкалой. Рассмотрим подробно, из каких конструктивных элементов состоит штангенциркуль, чтобы разобраться в итоге, как надо правильно им пользоваться. К главным конструктивным элементам прибора относятся:
- Неподвижная планка со шкалой в миллиметрах. Неподвижная штанга имеет два вида губок для замеров внутренних и внешних размеров деталей
- Подвижная планка с нониусной шкалой. В ее конструкции имеется вторая пара губок для снятия замеров с заготовок. На подвижной штанге может быть нанесена как одна шкала нониуса, так и две. Одна шкала, которая обычно расположена снизу, позволяет вычислить размеры до сотых долей миллиметров, а вторая сверху — для измерения тысячных долей миллиметров
- Фиксатор или зажим — шпиндель, которым блокируется смещение подвижной рамки. Это удобно тогда, когда губки приложены к детали, и надо произвести вычисление значений
- Глубиномер — выдвижная тонкая планка, дающая возможность вычислять глубину пазов и канавок на заготовках
Перед тем, как научиться пользоваться штангенциркулем, необходимо учитывать, что рассматриваемые виды приборов бывают разными по способу индикации, то есть исчислению информации. Самый простой вариант — это аналоговый или механический штангенциркуль, конструкция которого показана на фото. Какими бывают штангенциркули, и чем они отличаются, рассмотрим подробно.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Что такое штангенциркуль и для чего нужен
Штангенциркуль помогает определить точные размеры детали, её диаметр, толщину, глубину выемок или отверстий, расстояние между элементами. С помощью этого инструмента проводится отбраковка изделий на предприятиях. Кроме этого, его используют для контроля за износом деталей.
Инструмент пригодится любому мастеру, мало-мальски знакомому со столярным делом. Он поможет с точностью до долей миллиметра измерить диаметр сверла или гайки, расстояние между рёбрами детали, определить ширину отверстия в стене или доске. Обычно его бережно хранят в специальных кейсах, чтобы не допустить запыления подвижных элементов.
Прибор позволяет делать измерения с точностью до 0,01 мм. Существуют как электронные, так и механические модели
Назначение штангенциркуля определяет и схему его устройства.
Материаловед
Штангенинструменты – это средства измерений линейных размеров, основными частями которых являются штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний.
- Штангенциркули.
Выпускаются следующих типов: ШЦ – I; ШЦ – IС; ШЦТ – I; ШЦ – II; ШЦ – III; ШЦО – Ш; ШЦР; цифровой штангенциркуль. Учебное пособие с. 51 – 52.
Штангенциркуль ШЦ-1 имеет штангу 1 на которой нанесена шкала с ценой деления 1 мм. По штанге 1 передвигается рамка 3 со вспомогательной шкалой – нониусом 5. Штангенциркуль снабжен губками 7 для наружных измерений; 2 – для внутренних измерений. Зажимом 4 и рамки 3 прикреплена линейка глубинометра 6. Нониус 5 является вспомогательной шкалой.
Порядок отсчета показаний штангенциркуля:
- Считают число целых делений, для этого находят по шкале штрих, ближайший слева к нулевому штриху нониуса.
- Считают доли миллиметров, для этого по шкале нониуса находят штрих, ближайший к нулевому и совпадающий со штрихом шкалы.
- Складывают число целых делений и доли миллиметров и получают значение измеренной величины.
Сначала определяют по основной шкале целое число перед нулевым делением нониуса . Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалу нониуса наиболее близко совпадает со штрихом основной шкалы.
ШЦ – I C
Это штангенциркуль со стрелочным отсчетом. Здесь вместо отсчета показаний по нониусу имеется стрелочная головка.
ШЦ – II
ШЦТ – I.
Не имеет губок для внутренних измерений, а измерительные поверхности губок оснащены пластинками из твердых сплавов для повышенной износостойкости.
ШЦ — II
Здесь нет линейки для глубиномера. Губки 1 имеют острые окончания для выполнения плоскостной разметки. А губки 2 имеют дополнительные поверхности для наружных и внутренних измерений.
ШЦ – III
Имеют губки с одной стороны для измерения наружных и внутренних размеров.
Основные параметры штангенциркулей:
Пределы измерений, мм:
ШЦ – I, ШЦ– IС, ШЦТ– I ……… 0…125;
ШЦ – I I………………………… 0…200, 0…250, 0…300;
ШЦ — I I I…………………………0…500, 250…630, 250…800, 800…2000, 2000…4000 и др.
| Обозначение | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Предел допускаемой погрешности, мм | Вылет измерительных губок, мм | |
| для наружных измерений | для внутренних измерений | ||||
| ШЦ-I-125 | 0-125 | 0,1 | ±0,1 | 40 | 17-18 |
| ШЦ-I-150 | 0-150 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | 17-18 |
| ШЦ-III-160 | 0-160 | 0,05 | ±0,05 | 45 | — |
| ШЦ-II-200Г | 0-200 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | — |
| ШЦ-II-250 | 0-250 | 0,05; 0,1 | ±0,1 | 45 | — |
| ШЦ-III-400 | 0-400 | 0,05; 0,1 | ±0,1 | 60 | — |
| ШЦ-III-500 | 0-500 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-630 | 250-630 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-800 | 250-800 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1000 | 320-1000 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1600 | 500-1600 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-2000 | 800-2000 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-3000 | 1600—3000 | 0,1 | ±0,3 | 150 | — |
| ШЦ-III-4000 | 2000—4000 | 0,1 | ±0,4 | 150 | — |
Пример обозначения штангенциркуля типа ШЦ-III предела измерения 1500—3000 мм: Штангенциркуль ШЦ-III-1500—3000.
Цена деления нониуса, мм……0,1; 0,05.
Кроме штангенциркулей для измерений линейных размеров используют:
— Штангенглубинометры — предназначен для измерения расстояния между двумя плоскостями глубины пазов, глухих отверстий, длин ступенчатых деталей.
— Штангенрейсмас – предназначен для разметочных работ и определения высоты деталей. Могут иметь дополнительный присоединительный узел для установки измерительных головок как параллельно, так и перпендикулярно плоскости основания.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Смотрите обзор штангенциркуля для новичков:
Штангенциркуль служит для линейных измерений, не требующих обычно очень высокой точности. Для отсчета служит шкала штанги и линейный нониус (рис.6).
Цена деления основной шкалы обычно 1мм. Нониусы штангенциркулей изготовляются таким образом, что k=1 или 2 (см. формулу 17). Цена деления нониуса обычно равна 0,25, 0,1 и 0,05мм.
Нониус укреплен в подвижной раме 2, скользящей вдоль основной штанги 1. При нулевом показании инструмента нуль нониуса совпадает с нулевым штрихом основной шкалы. При измерении размеров тела подвижная рамка 2 с нониусом смещается, и измеряемое тело зажимается губками 3 штангенциркуля. Существует несколько видов штангенциркулей. Они отличаются типом и количеством измерительных губок, длиной штанги, типом нониусов или наличием некоторых вспомогательных деталей. При наличии у штангенциркулей верхних и нижних измерительных губок их можно применять как для внутренних измерений, так и для внешних. Часто штангенциркуль снабжают линейкой 4, служащей для измерения глубины.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
https://youtube.com/watch?v=JBgePO4gRpw%3F
Схема измерения
Давайте детально рассмотрим, как пользоваться штангенциркулем. Для начала нужно определиться с характером измерений, и в зависимости от того будет ли измеряться внутренняя, внешняя часть или же глубина изделия, используется нужный элемент прибора, принцип измерения во всех случаях один, поэтому рассмотрим на примере замера внешней части детали:
Губки разводятся в стороны, предмет помещается между ними и губки соединяются (если предмет твердый, то можно хорошо сжать губки, если же измеряется мягкий предмет, то ту главное не смять деталь, иначе результат измерения будет неверным). Чтобы удобно было снять замер, результат можно зафиксировать крепежным винтиком.
На линейке проверяются полученные значения.
Так как число может быть не целым, то для определения долей необходимо обратить внимание на нониус. Первым делом нужно найти деление, которое совпадает с делением основной линейки (например, основная линейка выдала результат 2 см и 4 миллиметра “с копейками”, для вычисления “копеек” видим, что совпала риска 7 на нониусе с риской на основной линейке, значит получается результат 2,47 см).
Штангенциркуль — Википедия. Что такое Штангенциркуль
|
Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения.
Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Устройство
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний
Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и плюсуют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей шц-1 цена деления нониуса 0.1мм .
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей
Штангенциркули по ГОСТ 166-89:
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85.
На что обратить внимание при покупке штангенциркуля:
Часто штангенциркули оснащены другими функциями, которые могут вам помочь
Поэтому обратите внимание на них прежде чем покупать прибор
Ползунок, фиксирующий винт для записи измерений
Иногда вам будет трудно прочитать результаты измерений при удерживании объектов. В такие моменты будет легче освободить объект от прогона, чтобы результаты измерений было легче читать. С помощью фиксирующего винта ползунка вам будет легче удерживать ползунок в движении, даже если он отсоединен от объекта. Функция удержания на цифровых суппортах также играет роль стопорных винтов на аналоговых и циферблатах.
Отрегулируйте ползунок одной рукой с помощью ролика большого пальца
Иногда вам трудно измерить объект, потому что вы должны двигать ползунок двумя руками. Для этого ищите прибор с функцией большого пальца ролика. Палец ролика — это винт для медленной регулировки ползунка . Вы можете легко настроить слайдер одной рукой, не отпуская объект другой рукой.
Учитывайте качество вашего продукта и бюджет
Чтобы убедиться, что вы выбираете продукты с высокой точностью, мы рекомендуем выбирать бренд с надежной репутацией.
Одним из известных брендов является бренд из Японии: Mitutoyo. Mitutoyo часто называют лучшим производителем штангенциркулей в мире. У этой марки есть слайдер, который легко перемещать. Их продукты часто используются профессионалами в своих областях. Естественно цена такого прибора будет дороже, чем приборы других производителей. Если у вас есть соответствующий бюджет , мы рекомендуем сначала рассмотреть этот бренд.
Многие пользователи также говорят, что другие бренды обладают достаточными возможностями для повседневного непрофессионального измерения. Поэтому выберите продукт, который лучше всего подходит для вашего использования.