Гост 8239-89 двутавры стальные горячекатаные. сортамент
Содержание:
- Характеристики и особенности трубной продукции
- Двутавры
- 19.9. Алюминий и его сплавы
- 3 Центрально-растянутые и центрально-сжатые элементы
- Особенности стыковки
- Защитные пленки от коррозии
- Сортовой прокат. Основные профили сортового проката. ГОСТ 535-2005.
- Фасонная — профильная сталь
- Книги
- Круг, квадрат, шестигранник…
- Таблицы расчета веса металлопроката. Справочник металла, ГОСТы
- ГОСТы: стали и сплавы — марки, металлопрокат — сортамент
Характеристики и особенности трубной продукции
Трубы – довольно распространенная категория прокатной продукции. Основные характеристики данных изделий:
- общая длина;
- толщина стенки;
- внутренний и наружный диаметры;
- вид материала;
- способ изготовления.
Большая часть трубной продукции имеет круглое сечение, но производят также квадратные и плоские трубы. Способов изготовления несколько:
- прокатка;
- прессование;
- литье;
- сварка.
Основная часть металлических трубных изделий имеет круглое сечение.
В зависимости от особенностей процесса изготовления трубы бывают бесшовные и сварные. Бесшовные применяют для транспортировки газов и жидкостей, находящихся под давлением выше 1 МПа. Сварные трубы создают путем сворачивания штрипса (прокатной полосы), накладывания способом встык и внахлест и сваривания шва. Эти изделия используют для перемещения по ним газов и жидкостей с низким давлением.
Труба стальная: гост, диаметр, вес, толщина стенок (прочитать подробнее)
Требования к трубной продукции регламентируются следующими документами:
- ГОСТ 10705-80 – трубы электросварные;
- ГОСТ 10704-91 – прямошовные изделия;
- ГОСТ 8732-78 – трубы бесшовные;
- ГОСТ 3262-75 (ТУ) – водогазопроводные;
- ГОСТ 8645-68 – профильные прямоугольные;
- ГОСТ 8639-82 – профильные квадратные.
Трубы используют в газовой и нефтедобывающей промышленности, в машиностроении, строительстве. Их применяют для прокладывания различных трубопроводов, для изготовления промышленных баллонов и сосудов.
Двутавры
Для обозначения двутавровых балок используются числа, которые соответствуют высоте изделия (измеряется в сантиметрах). Двутавры могут быть нескольких типов:
- обыкновенные (максимальная длина не превышает 19 метров);
- широкополочные (могут служить самостоятельным элементом конструкции – например, в виде колонны);
- сварные.
Ознакомимся с сортаментом прокатной стали балок двутавровых, характеристики которых регламентируются ГОСТом 8239-72.
Таблица №1. Двутавровые балки
| № балки | Размеры, мм | Площадь сечения, см2 | Масса,кг | Справочные величины для осей | ||||||||
| А | 1 м | х-х | у-у | |||||||||
| h | b | d | t | Ix, | Wx, | ix, | Sx, | Iy, | Wy, | |||
| см4 | см3 | см | см3 | см4 | см3 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 10 | 100 | 55 | 4,5 | 7,2 | 12 | 9,46 | 198 | 39,7 | 4 | 23 | 17,9 | 6,49 |
| 12 | 120 | 64 | 4,8 | 7,3 | 14,7 | 11,5 | 350 | 58,4 | 4,8 | 23,7 | 27,9 | 8,72 |
| 14 | 140 | 73 | 4,9 | 7,5 | 17,4 | 13,7 | 572 | 81,7 | 5,7 | 46,8 | 41,9 | 11,5 |
| 16 | 160 | 81 | 5 | 7,8 | 20,2 | 15,9 | 873 | 109 | 6,5 | 62,3 | 58,6 | 14,5 |
| 18 | 180 | 90 | 5,1 | 8,1 | 23,4 | 18,4 | 1290 | 143 | 7,4 | 81,4 | 82,6 | 18,4 |
| 18а | 180 | 100 | 5,1 | 8,3 | 25,4 | 19,9 | 1430 | 159 | 7,5 | 89,8 | 114 | 22,8 |
| 20 | 200 | 100 | 5,2 | 8,4 | 26,8 | 21 | 1840 | 184 | 8,2 | 104 | 115 | 23,1 |
| 20а | 200 | 110 | 5,2 | 8,6 | 28,9 | 22,7 | 2030 | 203 | 8,3 | 114 | 155 | 28,2 |
| 22 | 220 | 110 | 5,4 | 8,7 | 36 | 24 | 2550 | 232 | 9,1 | 131 | 157 | 28,6 |
| 22а | 220 | 120 | 5,4 | 8,9 | 32,8 | 25,8 | 2790 | 254 | 9,2 | 143 | 206 | 34,3 |
| 24 | 240 | 115 | 5,6 | 9,5 | 34,8 | 27,3 | 3460 | 289 | 9,9 | 163 | 193 | 34,5 |
| 24а | 240 | 125 | 5,6 | 9,8 | 37,5 | 29,4 | 3800 | 317 | 10 | 178 | 260 | 41,6 |
| 27 | 270 | 125 | 6 | 9,8 | 40,2 | 31,5 | 5010 | 371 | 11 | 210 | 260 | 41,5 |
| 27а | 270 | 135 | 6 | 10,2 | 43,2 | 33,9 | 5500 | 407 | 11 | 229 | 337 | 50 |
| 30 | 300 | 135 | 6,5 | 10,2 | 46,5 | 36,5 | 7080 | 472 | 12 | 268 | 337 | 49,9 |
| 30а | 300 | 145 | 6,5 | 10,7 | 49,9 | 39,2 | 7780 | 518 | 13 | 292 | 436 | 60,1 |
| 33 | 330 | 140 | 7 | 11,2 | 53,8 | 42,2 | 9840 | 597 | 14 | 339 | 419 | 59,9 |
| 36 | 360 | 145 | 7,5 | 12,3 | 61,9 | 48,6 | 13380 | 743 | 15 | 423 | 516 | 71,1 |
| 40 | 400 | 155 | 8,3 | 13 | 72,6 | 57 | 19062 | 953 | 16 | 545 | 667 | 89,1 |
| 45 | 450 | 160 | 9 | 14,2 | 84,7 | 66,5 | 27696 | 1231 | 18 | 708 | 808 | 101 |
| 50 | 500 | 170 | 10 | 15,2 | 100 | 78,5 | 39727 | 1589 | 20 | 919 | 1043 | 123 |
| 55 | 550 | 180 | 11 | 16,5 | 118 | 92,6 | 55962 | 2035 | 22 | 1181 | 1356 | 151 |
| 60 | 600 | 190 | 12 | 17,8 | 138 | 108 | 76806 | 2560 | 24 | 1491 | 1725 | 182 |
И еще одна таблица несколько других двутавров. Таблица №2. Двутавровые балки
| Номер балки | h | b | d | t | Площадь сечения, см2 | Масса | Справочные величины для осей | |||||
| 1 м, кг | х – х | у – у | ||||||||||
| мм | Iх, см4 | Wх, см3 | ix, см | Sх, см3 | Iу, см4 | Wу, см3 | ||||||
| 10 | 100 | 55 | 4,5 | 7,2 | 12 | 9,46 | 198 | 39,7 | 4,1 | 23 | 17,9 | 6,49 |
| 12 | 120 | 64 | 4,8 | 7,3 | 14,7 | 11,5 | 350 | 58,4 | 4,9 | 33,7 | 27,9 | 8,72 |
| 14 | 140 | 73 | 4,9 | 7,5 | 17,4 | 13,7 | 572 | 81,7 | 5,7 | 46,8 | 41,9 | 11,5 |
| 16 | 160 | 81 | 5 | 7,8 | 20,2 | 15,9 | 873 | 109 | 6,6 | 62,3 | 58,6 | 14,5 |
| 18 | 180 | 90 | 5,1 | 8,1 | 23,4 | 18,4 | 1290 | 143 | 7,4 | 81,4 | 82,6 | 18,4 |
| 18а | 180 | 100 | 5,1 | 8,3 | 25,4 | 19,9 | 1430 | 159 | 7,5 | 89,8 | 114 | 22,8 |
| 20 | 200 | 100 | 5,2 | 8,4 | 26,8 | 21 | 1840 | 184 | 8,3 | 104 | 115 | 23,1 |
| 20а | 200 | 110 | 5,2 | 8,6 | 28,9 | 22,7 | 2030 | 203 | 8,4 | 114 | 155 | 28,2 |
| 22 | 220 | 110 | 5,4 | 8,7 | 30,6 | 24 | 2550 | 232 | 9,1 | 131 | 157 | 28,6 |
| 22а | 220 | 120 | 5,4 | 8,9 | 32,8 | 25,8 | 2790 | 254 | 9,2 | 143 | 206 | 34,3 |
| 24 | 240 | 115 | 5,6 | 9,5 | 34,8 | 27,3 | 3460 | 289 | 10 | 163 | 198 | 34,5 |
| 24а | 240 | 125 | 5,6 | 9,8 | 37,5 | 29,4 | 3800 | 317 | 10 | 178 | 260 | 41,6 |
| 27 | 270 | 125 | 6 | 9,8 | 40,2 | 31,5 | 5010 | 371 | 11 | 210 | 260 | 41,5 |
| 27а | 270 | 135 | 6 | 10,2 | 43,2 | 33,9 | 5500 | 407 | 11 | 229 | 337 | 50 |
| 30 | 300 | 135 | 6,5 | 10,2 | 46,5 | 36,5 | 7080 | 472 | 12 | 268 | 337 | 49,9 |
| 30а | 300 | 145 | 6,5 | 10,7 | 49,9 | 39,2 | 7780 | 518 | 13 | 292 | 436 | 60,1 |
| 33 | 330 | 140 | 7 | 11,2 | 53,8 | 42,2 | 9840 | 597 | 14 | 339 | 419 | 59,9 |
| 36 | 360 | 145 | 7,5 | 12,3 | 61,9 | 48,6 | 13380 | 743 | 15 | 423 | 516 | 71,1 |
| 40 | 400 | 155 | 8,3 | 13 | 72,6 | 57 | 19062 | 953 | 16 | 545 | 667 | 86,1 |
| 45 | 450 | 160 | 9 | 14,2 | 84,7 | 66,5 | 27696 | 1231 | 18 | 708 | 808 | 101 |
| 50 | 500 | 170 | 10 | 15,2 | 100 | 78,5 | 39727 | 1589 | 20 | 919 | 1043 | 123 |
| 55 | 550 | 180 | 11 | 16,5 | 118 | 92,6 | 55962 | 2035 | 22 | 1181 | 1356 | 151 |
| 60 | 600 | 190 | 12 | 17,8 | 138 | 108 | 76806 | 2560 | 24 | 1491 | 1725 | 182 |
| 65 | 650 | 200 | 12 | 19,2 | 153 | 120 | 101400 | 3120 | 26 | 1800 | 2170 | 217 |
| 70 | 700 | 210 | 13 | 20,8 | 176 | 138 | 134600 | 3840 | 28 | 2230 | 2730 | 260 |
| 70а | 700 | 210 | 15 | 24 | 202 | 158 | 152700 | 4360 | 28 | 2550 | 3240 | 309 |
| 70б | 700 | 210 | 17,5 | 28,2 | 234 | 184 | 175370 | 5010 | 27 | 2940 | 3910 | 373 |
19.9. Алюминий и его сплавы
Из группы цветных металлов наибольшее
распространение получили алюминий
и его сплавы. Как и железо, он является
металлом, добываемым из недр земли
в виде соответствующих руд, поступающих
на переработку. Алюминий — серебристо-белый
металл с температурой плавления 660,4°С,
плотностью 2,7 г/см3, пределом
прочности 127 МПа, твердостью 245 МПа. По
распространенности в земной коре
он занимает первое место среди металлов
и третье (после кислорода и кремния)
среди всех элементов, а именно —
содержание алюминия в земной коре
составляет 8,45% мас., тогда как содержание
железа 4,85% мас. Он химически весьма
активен и поэтому всегда в природе
находится только в виде соединений.
Свыше 200 минералов в земной коре содержат
в своем составе алюминий. Почти
половина из них — алюмосиликаты, в
особенности полевые шпаты, на долю
которых приходится более половины
массы земной коры, а также нефелин,
цеолиты, слюды и другие минералы. Кроме
того,алюмосиликаты содержатся во
вторичных породах, образовавшихся
вследствие выветривания первичных
с переходом их в каолинитAl2O3∙2SiO2∙2H2О,
бокситAl2O3∙2H2О.
Одной из важных алюминиевых руд является
алунит. Важнейшие соединения алюминиевых
руд: криолитNa3AlF6,
боксит и латерит.
Получают алюминий из чистого оксида
алюминия, выделяемого из обезвоженных
прокаливанием бокситов и других руд.
Для этого оксид алюминия (иногда
называемый глиноземом) подвергают
электролизу в расплавленном состоянии
и при высокой температуре (около 1000°С)
и большой силе тока. Для понижения
температуры плавления добавляют минерал
криолит и получают криолитоглино-земный
расплав. В результате: 2Al2O3= 4Al(на катоде) + 3О2(на аноде). Электролиз выполняют в ванне
(рис. 19.10), катодом служит ее графитовая
подина. Собранный на катоде (на дне
ванны) алюминий периодически выпускают
из ванны. В целом производство алюминия
является трудоемким и сложным.
Рис. 19.10. Схема
электролитической ванны для получения
алюминия:
1
—графитовая подина-катод; 2
— графитовые
аноды; 3 —
расплав электролита; 4
— расплавленный
алюминий
Для повышения механической прочности
в алюминий вводят легирующие добавки
— Mg,Mn,Cu,Si,Zn, т. е.
переводят чистый алюминий в сплавы. В
качестве конструкционных материалов
чаще используют именно сплавы. Их
разделяют на деформируемые,
характеризуемые своей высокой
пластичностью и прочностью, и литейные
— для изготовления из них различных
отливок. Среди деформируемых сплавов
— дюралюми-ны, содержащие добавки меди,
магния, марганца, кремния, железа. К
литейным относят сплавы, содержащие
до 7% кремния и именуемые силуминами
или до 10% магния и отличающиеся высокой
коррозионной стойкостью. Марки
технического алюминия: АД, АД1; марки
высокопрочного: В-95, В-96.
Алюминиевые сплавы применяют в различных
отраслях промышленности, а также в
промышленном и гражданском строительстве,
в том числе при возведении
подъемно-транспортных сооружений,
мостов, сборных домов, труб, профилей
любого сечения, для изготовления оконных
и дверных алюминиевых блоков, фасадов
зданий, витражей, защитных рольставень,
карнизов и т. д.
3 Центрально-растянутые и центрально-сжатые элементы
1. Центрально-растянутые
элементы.
Работа таких элементов под нагрузкой
полностью соответствует диаграмме
работы материала при растяжении (см.
рис. 2.1).
Основная проверка
для центрально-растянутых элементов —
проверка прочности, относящаяся к первой
группе
предельных состояний.
Напряжения в
центрально-растянутом элементе
(2.1)
где
— усилие в
элементе от расчетных нагрузок;
— площадь
поперечного сечения проверяемого
элемента за вычетом ослаблений (площадь
сечения нетто);
— расчетное
сопротивление;
— коэффициент
условий работы.
Расчет по формуле
(2.1) предупреждает развитие пластических
деформаций в ослабленном сечении
элементов, выполненных из малоуглеродистых
cталей
и сталей повышенной прочности.
Кроме прочности
растянутых элементов, необходимо
обеспечить их достаточную жесткость,
чтобы избежать повреждения элементов
при перевозке и монтаже конструкций, а
также в процессе их эксплуатации
уменьшить провисание элементов от
собственного веса и предотвратить
вибрацию стержней при динамических
нагрузках.
Для этой цели
проверяют гибкость растянутых элементов,
которая не должна превышать максимально
допустимых значений
:
(2.2)
где
— расчетная
длина элемента;
— радиус инерции
сечения.
-
Центрально-сжатые
элементы
Эти элементы
рассчитывают по первой группе предельных
состояний, при этом для коротких
элементов, длина которых превышает
наименьший поперечный размер не более
чем в 5…6 раз, проверяют прочность по
формуле (2.1), а для длинных гибких
элементов — устойчивость по формуле
(2.3)
где
— площадь
поперечного сечения брутто;
— коэффициент
продольного изгиба.
Учитывая традиционное
соотношение размеров элементов вметаллических
конструкциях, основной является проверка
устойчивости.
По формуле,
выведенной Эйлером, потеря устойчивости
центрально-сжатым элементом, шарнирно
закрепленным по концам (основной случай),
происходит при критической силе
(2.4)
где
—
модуль продольной упругости;
— минимальный
момент инерции поперечного сечения
элемента;
— расчетная длина
стержня.
Соответственно
критические напряжения
(2.5)
где
— минимальный радиус инерции.
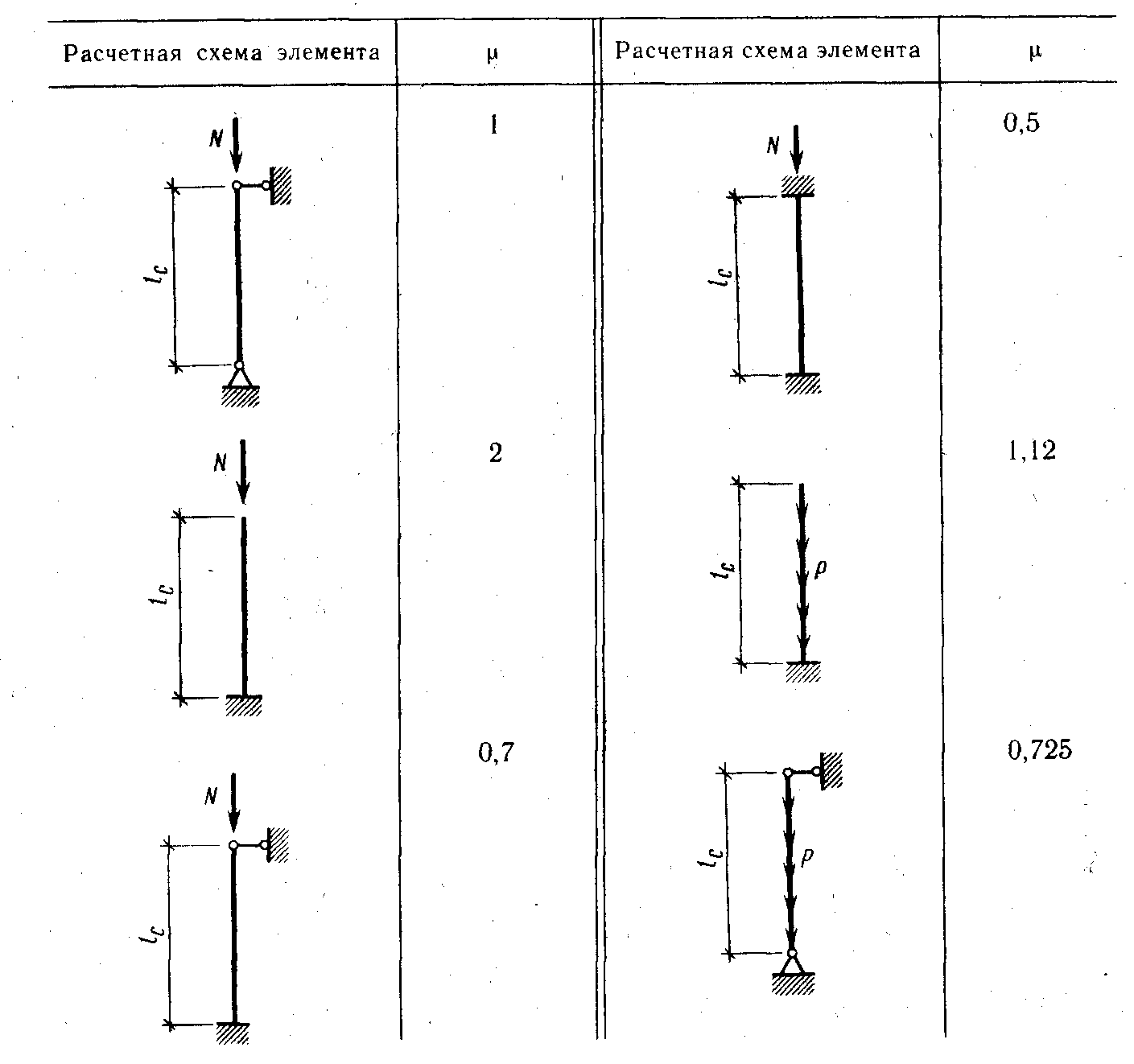
В целях упрощения
расчетов на практике принято учитывать
влияние характера закрепления концов
элемента и способа приложения нагрузок
введением поправочного коэффициента,
называемого коэффициентом
приведения длины
,к геометрической
(действительной) длине элемента. При
помощи коэффициента
(табл. 3.4)
определяют приведенную или расчетную
длину сжатого элемента:
(2.6)
где
— геометрическая
длина элемента.
Тем самым при любом
закреплении концов и способе приложения
нагрузок элемент при расчете приводится
к основному случаю — центрально-сжатого
элемента, имеющего по концам шарнирные
закрепления.
Очень больших
гибкостей сжатых элементов металлических
конструкций допускать не следует, так
как чрезмерно гибкие стержни сильно
вибрируют под действием динамической
нагрузки, искривляются от случайных
воздействий и провисают под влиянием
собственного веса. Последние два фактора
особенно нежелательны, так как от них
появляются эксцентриситеты, значительно
ухудшающие работу сжатых стержней.
Поэтому необходимо,
чтобы
гибкоеть сжатых стержней не превышала
предельной допустимой гибкости
для данного
элемента конструкций:
(2.7)
Таблица 3.1 —
Приведенные (расчетные) длины сжатых
элементов
Особенности стыковки
В процессе монтажных работах нередко возникает необходимость стыковки двутавров. Соединение двутавровых балок может быть выполнено с помощью сварки, болтового соединения или комбинированным методом.
Стыковка с помощью сварки
Этот метод является наиболее распространенным, поскольку обеспечивает сохранение несущей способности конструкции и требует минимальных трудозатрат.
Способ 1
Торцы двутавров свариваются с металлической прокладкой. При таком способе стыковки разделка сварочных швов, как правило, не производится.
Способ 2
Второй способ предусматривает использование четырех накладок, которые привариваются к наружной плоскости полок и с обеих сторон стенки двутавра. Работы производятся в следующей последовательности:
- На торцевой кромке обоих профилей снимается фаска, обеспечивающая качественный провар. Балки тщательно позиционируют и сваривают по всему периметру.
- Далее следует заготовить усиливающие накладки, материалом для которых служит конструкционная листовая сталь. Ширина накладок привариваемых к полкам балок должна соответствовать ширине полки. Боковые накладки выкраивают таким образом, чтобы их высота не превышала высоту стенки.
- Готовые накладки укладываются непосредственно на сварной шов, фиксируются с помощью струбцин и привариваются со всех сторон. Накладки на стенки двутавра часто изготавливаются в форме ромба, это существенно упрощает проведение сварочных работ.
Поскольку сварные швы являются концентраторами напряжений, соединение двутавровых балок с помощью сварки применяется для балок, работающих в режиме умеренных нагрузок. Кроме, того, катет шва быстро стареет, что приводит к преждевременному разрушению конструкции. Чтобы этого избежать, места стыковки двутавров обрабатываются специальным грунтовочным составом.
Стыковка стальных двутавровых балок с помощью болтов
Этот метод стыковки особенно эффективен при монтаже мобильных конструкций, элементы которых приходится демонтировать и собирать вновь. К преимуществам разъемной стыковки можно отнести следующие факторы:
- сборка разъемных конструкций не требует высокой квалификации обслуживающего персонала;
- болтовое соединение не вызывает остаточной деформации профиля, нередко возникающей при проведении сварочных работ;
- контролировать качество стыковки существенно проще, чем проверять качество сварных швов;
- болтовые соединения удовлетворительно переносят ударные и вибрационные нагрузки.
К недостаткам такого соединения относятся:
- необходимость использования дополнительных укрепляющих элементов, что значительно увеличивает трудоемкость и металлоемкость работ;
- для обеспечения безопасности в процессе эксплуатации необходим постоянный контроль затяжки болтов, в противном случае, крепление может ослабнуть;
крепежные изделия, изготовленные из углеродистых сталей, довольно быстро поддаются коррозионному разрушению.
Комбинированный метод стыковки
Для создания длинномерных двутавровых балок практикуется сочетание болтовых и сварочных соединений. Стыковка проводится в следующем порядке:
- Стыкуемые двутавры соединяются, через накладки, крепежными изделиями, из высокопрочных и легированных марок стали.
- После установки крепежных изделий свариваются пояса.
- Технологические окна закрываются накладками и прокладками из листовой стали.
Для соединения деревянных двутавров могут использоваться металлические, деревянные и композитные накладки на стенки, размещаемые с обеих сторон балки. В роли крепежа применяются болты и винты, реже – саморезы или гвозди.
Принимая во внимание изложенные выше факты, можно сказать, что двутавровая балка является одним из самых востребованных профилей при возведении металлоконструкций. Способность выдерживать значительные механические нагрузки и малый удельный вес двутавра позволяют существенно повысить прочность и снизить металлоемкость конструкции
Защитные пленки от коррозии
Это понятие обозначает покрытие поверхности металла слоем на основе цинка для повышения защиты от разрушения и коррозии. Принцип защиты основывается на некоторых свойствах цветных металлов. Алюминий, цинк, олово на открытом воздухе окисляются, в результате этого образуется пленка. Она не пропускает кислород внутрь металла и тормозит дальнейший процесс окисления.
В железе процесс происходит по-другому. В результате окисления появляются соединения, гидроксиды, отличающиеся увеличением объема относительно первоначального металла. Из-за этого пленка становится рыхлой и быстро разрушается. Она не защищает тело нетронутого металла от кислорода, и окисление затрагивает внутренние слои.
Железо плохо переносит действие воздуха, поэтому на поверхности образуется ржавый слой. Для защиты от этого используется защитная пленка из цветных металлов, например, олова, что защищает железо от разрушающей коррозии.
Принцип действия олова и цинка приблизительно одинаков до той поры, пока защитную пленку не повредить до обнажения железа. Если железо имеет цинковое покрытие, то вместе они создают гальваническую пару. При взаимодействии железо более пассивное по сравнению с цинком, который окисляется первым, и железо из-за этого защищено.
Олово также образует пару с железом, но не относится к активным веществам, поэтому в случае повреждения оловянного слоя первым окисляется железо, что провоцирует его дальнейшее разрушение и коррозию в месте нарушения целостности.
Сортовой прокат. Основные профили сортового проката. ГОСТ 535-2005.
Стальной сортовой прокат – вид металлопродукции, при производстве которого используются углеродистые стали обыкновенного назначения, качественные конструкционные, с легирующими добавками. В соответствии с ГОСТом 535-2005 к этой категории металлопроката относятся круг, шестигранник, квадрат, полоса.
Особенности производства
Технология изготовления продукции – горячая прокатка, которая протекает при температурах за порогом температуры рекристаллизации. Часть проката идет непосредственно в производство деталей машиностроения, крепежа, стройизделий и конструкций. А часть подвергается холодному деформированию – прокатке, волочению, протягиванию. Холодное деформирование происходит в температурном диапазоне, не достигающем порога начала рекристаллизации. В результате этого процесса у горячекатаных полуфабрикатов улучшается точность геометрических параметров, качество поверхности, повышается прочность, но обычно снижается пластичность. Структура становится волокнистой, зерна вытягиваются вдоль оси деформации. Для снятия внутренних напряжений проводят рекристаллизационный отжиг.
Сортовой прокат из нелегированных сталей склонен к появлению очагов коррозии и их последующему распространению. Для повышения срока службы металлоизделия покрывают защитным цинковым, алюмоцинковым, гальфановым слоем или ЛКМ.
Виды сортового металлопроката
Сортовым прокатом называют горяче- и холоднокатаные изделия, у которых касательные, проведенные через любую точку контура, не пересекают тело металлоизделия. Такому требованию соответствуют:
- Круг. В продажу поступает мотками (диаметром до 9 мм) или прутками. В зависимости от размера сечения, производственной технологии, марки стали, выполняет функции полуфабриката для производства труб или многоугольных профилей, подката для холоднодеформированных изделий. Из круга изготавливают крепежные элементы, детали оград и ворот, лестничные перила, металлоконструкции различного назначения.
- Квадрат. Стандартизированная горячекатаная продукция, которая выпускается с размерами стороны 6-200 мм, холоднокатаная – 3-100 мм. Изделия малых сечений поступают в продажу мотками, средних и больших – в прутках. Квадрат востребован при производстве крепежа, для изготовления декоративно-функциональных элементов ворот, оград, лестниц, при оформлении интерьеров, в ландшафтном дизайне, машиностроении.
- Шестигранник. Горячекатаные пруты выпускаются номерами 8-103. Номер равен диаметру вписанной окружности в миллиметрах. Этот товар наиболее популярен при производстве крепежных элементов. Калиброванные шестигранные пруты имеют номера 3-100. Калиброванный прокат из коррозинностойких сталей с полированной поверхностью («сатин», «зеркало», «суперзеркало») востребован в дизайне интерьеров, при оформлении фасадов, изготовлении декоративных или декоративно-функциональных элементов.
- Полосовой прокат. Ширина горячекатаной полосы – 10-200 мм, толщина – 4-30 мм. В зависимости от способа производства и применяемой марки стали, полоса предназначается для общего применения, изготовления лопаток турбин, инструмента, рессор, плакирования. Металлопродукция используется в качестве полуфабриката для изготовления труб и гнутых профилей. Полосовой прокат с декоративной обработкой поверхности – продукция, популярная в интерьерном дизайне и архитектуре. Оцинкованные полосы востребованы в электротехнике, для устройства линий заземления и молниеотводов.
Фасонная — профильная сталь
Сортаменты фасонной прокатной стали (уголков, двутавров швеллеров) должны обеспечивать экономию металла и снижение трудоемкости изготовления конструкции за счет рациональной формы профилей (наиболее выгодного распределения материала по сечению), рационального построения сортамента (наличия наивыгоднейшего числа различных профилей в каждом из сортаментов), а также наличия в сортаменте профилей большей грузоподъемности.
Критерием рациональности (по площади) профилей сечений для изгибаемых элементов является удельный момент сопротивления, а для сжатых элементов — удельный радиус инерции двух изгибаемых элементов одинаковой площади сечения наибольшей несущей способностью обладает элемент с профилем, имеющим наибольший момент сопротивления.
При этом весьма рационально уменьшить толщину стенки. Из двух сжатых элементов с равными площадями сечения наибольшую несущую способность имеет элемент с наибольшим радиусом инерции сечения, как имеющий меньшую гибкость.
Удельный радиус инерции имеет большое значение также для растянутых элементов, сечение которых определяется из условий предельной гибкости. Построение новых сортаментов основано на вышеуказанных соображениях.
Уголки
При одной и той же ширине полок уголки имеют разную толщину. Уголки с полками меньшей толщины и большей ширины при несколько меньшей площади сечения имеют большую величину радиуса инерции и меньшее относительное ослабление отверстиями для болтов и заклепок, чем уголки с более толстыми полками.
Такие уголки являются более экономичными в сжатых элементах и в растянутых, ослабленных отверстиями. Для растянутых элементов без ослаблений они удобны при монтаже, вследствие большей жесткости. Если полки уголков подвергаются отгибу, например в опорных столиках, то применяют толстые уголки.
Угловая сталь применяется как для образования самостоятельно работающих стержней, в большинстве случаев в спаренном виде, так и в качестве соединительных элементов и конструктивных деталей. В несущих конструкциях наименьший профиль уголков принимается равным 50×4 мм и 63x40x4 мм. Длина уголковой стали достигает 19 м.
Балки двутавровые
Балки двутавровые применяются главным образом при изгибе их в плоскости стенки. Вследствие малых значений удельного момента сопротивления и удельного радиуса инерции сечения относительно оси у — у использование одиночных двутавров при работе их на косой изгиб, изгиб в плоскости, параллельной полкам, и на сжатие — нерационально.
Внутренние грани полок двутавров имеют уклон 12%, что требует клиновидных шайб при постановке болтов. Малая ширина свесов полок затрудняет постановку в них болтов и заклепок. Номера двутавров соответствуют их высоте,выраженной в см. Профили, имеющие номера с буквой «а», отличаются большей толщиной и шириной полок.
Новый сортамент расширен включением в него профилей № 65, 70, 70а и 706, причем профили, отмеченные индексом, имеют большую толщину полок и стенки. Наиболее мощный профиль № 70Б имеет момент сопротивления = 5010 см3, т. е. на 65% больше, чем наиболее мощный профиль № 60с старого сортамента. Это позволяет обходиться без применения составных балок в большем числе случаев.
При одинаковых площадях сечения моменты сопротивления новых профилей на 10—15% больше, чем у прежних. Это получено за счет рационального распределения материала по сечению и в первую очередь за счет уменьшения толщины стенок.
Балки двутавровые широкополочные — широкополочные двутавры с параллельными поверхностями полок содержат три типа профилей. Балочные профили для изгибаемых элементов имеют высоту Л до 100 см, момент сопротивления
Вследствие рациональной формы сечения эти двутавры экономичны по расходу стали, а более мощные из них — также и по трудоемкости изготовления конструкций, так как могут заменять мощные составные балки, колонны и пр.
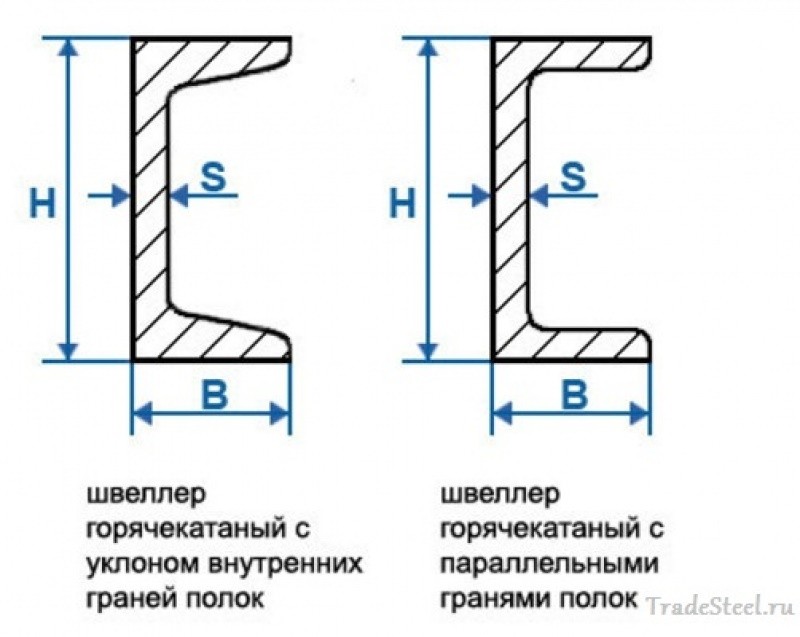
Швеллеры
Швеллеры имеют высоту до 40 см. Номер швеллера соответствует его высоте, выраженной в см. Профили, имеющие номера с буквами, отличаются большей толщиной стенки и поэтому менее экономичны. Уклон внутренних граней швеллеров 1 : 10.
Вследствие большей ширины полок по сравнению со свесами полок двутавров швеллеры более рациональны при работе на косой изгиб и более удобны для постановки в их полках болтов и заклепок.
Из-за асимметрии профиля швеллеры применяются иногда в спаренном виде для избежания скручивания. Недостатком этих швеллеров является избыточная толщина стенки. Длина швеллеров достигает 19 м.
Книги
Нормативные правовые актыОбщественные и гуманитарные наукиРелигия. Оккультизм. ЭзотерикаОхрана труда, обеспечение безопасностиСанПины, СП, МУ, МР, ГНПодарочные книгиПутешествия. Отдых. Хобби. СпортНаука. Техника. МедицинаКосмосРостехнадзорИскусство. Культура. ФилологияДругоеКниги издательства «Комсомольская правда»Книги в электронном видеКомпьютеры и интернетБукинистическая литератураСНиП, СП, СО,СТО, РД, НП, ПБ, МДК, МДС, ВСНГОСТы, ОСТыЭнциклопедии, справочники, словариДомашний кругДетская литератураУчебный годСборники рецептур блюд для предприятий общественного питанияЭкономическая литератураХудожественная литература
Круг, квадрат, шестигранник…
Гладкий круг, как вид проката используется для изготовления многих деталей машин и механизмов на токарных станках. Для производства круглого проката годятся самые разные марки стали — в том числе и легированные, такие, как 30Х, 40Х или 30ХГСА.
Круглый прокат с периодическим профилем имеет рифленый вид, и называется арматурой. Главное ее применение – это армирование бетона в составе изделий ЖБИ или непосредственно при его заливке в ходе строительства жилых зданий или объектов промышленности и торговли.
Арматура может иметь периодический профиль различного рисунка основной задачей которого является обеспечение лучшего сцепления с бетоном. При производстве арматуры обычно применяется малолегированная сталь марок 35ГС и 25Г2С. Требования к этому виду изделий содержатся в стандарте ГОСТ 5781-82.
Многоугольный прокат – это прежде всего квадрат и шестигранник.
Квадрат выпускается двух видов:
Мелкий квадрат — он предназначен для производства готовых металлоконструкций или холодной деформации изгибом. По условиям ГОСТ 2591-88 мелкий квадрат имеет поперечное сечение 10х10, 12х12, 14х14, 16х16, 18х18, 20х20, 25х25 мм. и производится из углеродистых марок стали, среди которых преобладает Ст3сп/пс.
Крупный квадрат – выступает только как заготовка для дальнейшего производства сортового проката.
Крупный квадрат обладает сечением 100х100, 125х125, 150х150 мм. – он поставляется на металлургические предприятия, где брус квадратного сечения раскаляют и вновь прокатывают, получая в итоге готовый к использованию продукт – уголки, полосы, швеллеры и проч.
Шестигранник – вид сортового проката, в сечении дающий равносторонний шестиугольник. Он производится в относительно небольших количествах и употребляется главным образом для изготовления таких деталей, как болты или гайки. Впрочем, иногда шестигранники используются для изготовления металлоконструкций.
Таблицы расчета веса металлопроката. Справочник металла, ГОСТы
Масса погонного метра проката и его геометрические размеры строго нормируется ГОСТом на прокат для того, чтобы во всем разнообразии типоразмеров сохранялся порядок и поддерживалась честная конкуренция на рынке металлопродукции. Весь прокат, поступающий на рынок Украины должен соответствовать ГОСТам и стандартам Украины ДСТУ на фасонный прокат: стальные трубы, сортамент двутавров, швеллера, сортамент уголков, арматуры и другие стальные элементы. Это обычно ГОСТ металлопроката Украины, который определяет параметры всей номенклатуры и классификаций, представленных в таблицах измерения веса металла.
Полный сортамент прокатных изделий и гнутых профилей очень разнообразен по размерам и форме профиля. Приводим в нашем сборнике справочники металла, таблицы из ГОСТа на наиболее часто используемый металлопрокат и его вес. В сортаменте металла с ГОСТами, некоторые параметры размеров могут изменяться в определенных пределах. Эти допустимые отклонения размеров и массы металлопроката есть в справочнике на сайте. Таблицы прокатных профилей, калькулятор металлопроката помогут сделать расчеты быстро и точно:
- Расчет веса металлопроката по теоретической массе 1 м (удельному весу), по длине заготовок для фасонного проката или площади для листового металла.
- Расчет количества метров погонных в 1 тонне сортового и фасонного металлопроката или по объемному весу.
ГОСТы: стали и сплавы — марки, металлопрокат — сортамент
Марки сталей и сплавов
- ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки.
-
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали.
Общие технические условия. - ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия.
- ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки.
- ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия.
- ГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия.
- ГОСТ 977-88 Отливки стальные. Общие технические условия.
- ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия.
- ГОСТ 5521-93 Прокат стальной для судостроения. Технические условия.
-
ГОСТ 10885-85 Сталь листовая горячекатаная
двухслойная коррозионно-стойкая. Технические условия.
Сортамент
- ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия.
- ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия.
- ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент.
- ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент.
- ГОСТ 82-70 Прокат стальной горячекатаный широкополосный универсальный. Сортамент.
- ГОСТ 103-2006 Прокат сортовой стальной горячекатаный полосовой. Сортамент.
- ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент.
- ГОСТ 2591-2006 Прокат сортовой стальной горячекатаный квадратный. Сортамент.
- ГОСТ 2771-81 Проволока круглая холоднотянутая. Сортамент.
- ГОСТ 7417-75 Сталь калиброванная круглая. Сортамент.
- ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент.
- ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент.
- ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент.
- ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент.
- ГОСТ 8639-82 Трубы стальные квадратные. Сортамент.
- ГОСТ 8645-68 Трубы стальные прямоугольные. Сортамент.
- ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Сортамент.
- ГОСТ 8734-75 Трубы стальные бесшовные холоднодеформированные. Сортамент.
- ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент.
- ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия.
- ГОСТ 5157-83 Профили стальные горячекатаные разных назначений. Сортамент.
- ГОСТ 17152-89 Профили стальные горячекатаные для ножей землеройных машин. Общие технические условия.
- ГОСТ 19240-73 Рельсы для наземных и подвесных путей. Сортамент.
ГОСТы: процессы сваркиГОСТы: сварные соединения. Типы, конструктивные элементы и размерыГОСТы: сварочные расходуемые материалыГОСТы: сварочное оборудованиеГОСТы: механическое сварочное оборудованиеГОСТы: безопасность труда, требования безопасности к сварочному оборудованиюГОСТы: неразрушающие методы контроля сварных соединений, качество сваркиГОСТы: методы химического анализа сварочных материаловГОСТы: газовая сварка и резка металлов
.