Как сделать точечную сварку из микроволновки?
Содержание:
- Можно ли сделать споттер с заводскими характеристиками
- Изготовление корпуса
- Как управлять самодельным сварочным аппаратом
- Изготовление вторичной обмотки
- Система контроля
- Самодельный аппарат точечной сварки
- Электроды, клещи, провода
- Сварочный аппарат на основе инвертора
- Новая обмотка
- Как сделать электрод для споттера
- Изготовление элементов управления
Можно ли сделать споттер с заводскими характеристиками
Если правильно рассчитать параметры, выбрать надлежащие компоненты и качественно изготовить не только источник питания, но и инструментальные принадлежности, то самодельный споттер по своим функциональным возможностям ничем не будет отличаться от своего заводского собрата. При наличии некоторых радиолюбительских навыков блок питания и необходимые провода несложно изготовить своими руками. В качестве сварочного пистолета можно использовать любое изделие подходящей формы, конструкция которого позволяла бы укрепить на его концах резьбовые контакты и была бы удобна в работе.
Для пистолета и обратного молотка потребуются несколько деталей, которые лучше всего выточить на токарном станке. Часть наконечников-электродов может быть сделана своими руками с применением обычного слесарного инструмента, но некоторые все же лучше заказать или приобрести готовыми. Для того, чтобы работать самодельным аппаратом, могут потребоваться дополнительные приспособления (пуллеры, гребенки, штанги), которые также могут быть изготовлены самостоятельно. Расходные материалы для споттера (сварочные шайбы, шпильки, волнистая проволока, угольные электроды и пр.) стоят недорого и свободно продаются в специализированных магазинах.
Изготовление корпуса
Вариантов изготовления корпуса для сварочного аппарата есть несколько. Некоторые мастера делают корпус из дерева. Однако, удобнее всего пользоваться сваркой из трансформатора от микроволновки, если разместить аппарат в корпусе от системного блока компьютера. Найти старый «системник» несложно. Они тоже накапливаются у многих дома при замене устаревшей техники на новые модели
На фрагмент корпуса с вентилирующими отверстиями снизу прикручиваются ножки. Можно взять опорные ножки от ненужного видеомагнитофона, проигрывателя, любой другой техники.
В боковой части корпуса сварочного аппарата следует вырезать окошко, закрыть его диэлектрической пластинкой из любого термостойкого изолирующего материала. В связи с тем, что клеммы на пластине будут нагреваться, следует исключить расплавление пластины.
Использование корпуса от компьютера удобно по нескольким причинам:
- у него присутствует кнопка включения и выключения;
- на корпусе есть готовое гнездо для подключения в сеть, к которому осталось только подсоединить переделанный трансформатор из микроволновки;
- ячейки для вентиляции обеспечивают эффективное охлаждение содержимого корпуса. Вентилятор можно также взять из старого ПК;
- конструкция имеет достойный внешний вид.
На термоизолирующей пластине имеет смысл установить светодиодную индикацию. Это поможет легко заметить состояние сварочного аппарата.
Как управлять самодельным сварочным аппаратом
Несмотря на то, что контактная сварка является достаточно несложной технологической операцией, для достижения требуемого качества выполняемого соединения ей необходимо правильно управлять. Именно для этих целей следует оснастить самодельный аппарат из микроволновки соответствующими органами управления. Основными из них являются выключатель и рычаг, при помощи которого и обеспечивается требуемое усилие сжатия электродов и соединяемых деталей.
От усилия сжатия напрямую зависит качество получаемого соединения, поэтому рычаг для сварочного аппарата желательно делать более длинным
Очень важно, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на поверхности рабочего стола. Для этих целей используются струбцины
https://youtube.com/watch?v=2fkSOEFKUhI
Увеличить усилие, передаваемое электродами, можно не только при помощи рычага, но и посредством рычажно-винтового механизма, которым также можно оснастить аппарат, сделанный своими руками. Удобнее всего закрепить такой механизм непосредственно на рычаге, чтобы манипуляции с ним не отнимали дополнительного времени. Кроме того, такое расположение органов управления высвободит вторую руку оператора, которой можно будет придерживать соединяемые детали.
Особенностью работы на аппарате контактной сварки является то, что подавать ток на электроды можно только тогда, когда они находятся в сжатом состоянии. Если же включить подачу тока перед их сжатием, то они будут искрить в момент соприкосновения с деталями, а это приведет к их подгоранию и быстрому выходу из строя.
Вариант крепления неподвижного нижнего электрода
Выключатель, также относящийся к органам управления контактной сварки (в том числе сделанной из микроволновки), необходимо установить в цепь первичной обмотки. Если пренебречь этой рекомендацией и установить его в цепи вторичной обмотки, по которой протекает ток значительной величины, то выключатель создаст дополнительное сопротивление, что приведет к свариванию электродов между собой.
Для самодельного сварочного аппарата с трансформатором от микроволновки необходимо предусмотреть простейшую систему охлаждения, также сделанную своими руками. В качестве такой системы может быть использован обычный вентилятор. При помощи этого устройства можно будет охлаждать сам трансформатор, электроды и другие токопроводящие элементы. Конечно, такое охлаждение не будет слишком эффективным, и все равно придется делать регулярные перерывы в работе, необходимые для самостоятельного охлаждения всех нагревающихся элементов оборудования.
Процесс сварки, выполняемой на аппарате, сделанном своими руками, практически ничем не отличается от подобной технологической операции, осуществляемой на серийном оборудовании. Первым этапом такого процесса является сжатие деталей, в процессе которого происходит их пластическая деформация в месте будущего соединения. На втором этапе в зону сварки подается ток, проходящий через медные электроды.
Характеризуется этот этап образованием жидкого сварочного ядра, расширением сварной ванны и пластической деформацией и осадкой металла деталей в точке соединения. В этот момент расплавленный металл начинает выплескиваться из сварной ванны. После прекращения подачи тока в зону соединения она начинает охлаждаться, что сопровождается кристаллизацией расплавленного металла.
Готовый сварочный аппарат (вид сверху)
В результате прохождения описанных выше процессов в зоне соединения формируется литое ядро, отличающееся высокой прочностью. Полученная зона соединения характеризуется значительными остаточными напряжениями, которые можно минимизировать, если не сразу разжимать электроды после прекращения подачи тока, а выждать некоторое время. Можно даже несколько увеличить усилие на зону соединения после прекращения подачи тока, что также снизит остаточные напряжения и позволит добиться эффекта ковки.
Изготовление вторичной обмотки
Теперь трансформатор из микроволновки для точечной сварки почти готов, осталось только изготовить вторичную обмотку. Для этой цели подойдёт медный многожильный проводник большого сечения, например, отрезок .
Главное, чтобы выбранный кабель прошёл в окно магнитопровода. Наматывают два витка выбранным проводником на месте удалённой вторичной обмотки. Теперь можно провести первое испытание сделанного своими руками трансформатора из микроволновки для точечной сварки.
Концы кабеля зачищают от изоляции. Соблюдая правила безопасности, подключают трансформатор микроволновки в сеть 220 вольт. С помощью вольтметра измеряют напряжение на вторичных выводах (то есть, на выводах сварочного кабеля).
Если напряжение находится в пределах 2 – 4 вольта, всё в порядке. После этого проверяют работу трансформатора в режиме точечной сварки, то есть, в режиме короткого замыкания.
 Для проверки рабочим током будущего аппарата точечной сварки из трансформатора микроволновки, зачищенные концы сварочного кабеля надёжно соединяют между собой, используя болтовое соединение.
Для проверки рабочим током будущего аппарата точечной сварки из трансформатора микроволновки, зачищенные концы сварочного кабеля надёжно соединяют между собой, используя болтовое соединение.
Охватывают вторичный проводник токоизмерительными клещами и кратковременно включают трансформатор. По индикатору токоизмерительных клещей отслеживают значение тока короткого замыкания. Если его величина около 500 ампер и выше, значит, всё сделано правильно.
Система контроля
Теперь необходимо изготовить органы управления. Самые главные – два из них, это рычаг и выключатель питания.
При разработке следует продумать длину верхнего рычага довольно большой, чтоб создать усилие, достаточное для качественной сварки в месте соприкосновения. Чтобы станок не двигался по столу, его желательно закрепить с помощью струбцины за деревянное основание.
Так же сразу надо приучить себя к тому, что включать напряжение можно только на сомкнутых электродах. Если это делать заранее, то, во-первых они будут искрить, во-вторых, это приведет к выгоранию электродов и возможной поломке аппарата.
Выключатель питания нужно смонтировать в цепь первичной обмотки. Для большего удобства можно воспользоваться ножным выключателем. Во вторичную обмотку нагружать дополнительным сопротивлением в виде выключателя не рекомендуется, да и сила тока там гораздо больше, что будет приводить к выгоранию контактов автомата.

Если Вы планируете проводить достаточно большое количество сварочных работ, то желательно придумать простейшую систему охлаждения. Допустим, установить обдув с помощью промышленного вентилятора, или взять вентилятор охлаждения от блока питания компьютера, его можно и запитать от отдельного трансформатора на 12 В.
А так нужно приноровиться делать определенные перерывы через определенный промежуток времени и можно спокойно работать. Качество сварки при использовании самодельного аппарата практически не отличается от заводских систем.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
-
Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
-
Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
-
Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
-
На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
-
От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
-
От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
-
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
-
Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
-
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
-
Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
-
Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Электроды, клещи, провода
Основным рабочим элементом контактной сварки являются электроды, сделанные из медных стержней. Для небольших устройств подойдут жала, установленные в мощном паяльнике. В процессе работы происходит постепенная потеря формы электродов, поэтому они требуют периодического подтачивания. В связи с этим следует изначально давать определенный запас по толщине. В самих стержнях сверлятся отверстия, через которые они соединяются с вторичной обмоткой с помощью болтов.
Электроды должны обладать высокой тепло- и электропроводностью, сохранять прочность при достижении рабочей температуры, легко обрабатываться механическим путем. Такие свойства более всего присущи медным сплавам, в которые добавляется вольфрам, хром или бронза. Эффективны сплавы с содержанием кобальта и кадмия. Нижний электрод фиксируется в неподвижном положении, а верхний устанавливается на верхний рычаг сварочных клещей.
Клещи, которые использует контактная сварка из микроволновки, могут изготавливаться разными способами. В наиболее распространенном варианте на концы сварочных клещей, изолированных между собой, устанавливаются наконечники, куда в свою очередь, помещаются электроды. Для рычагов используются деревянные бруски, а сам корпус изготавливается из фанеры. Нижний рычаг неподвижно закрепляется на основании, а верхний может перемещаться и сжимать заготовки. Сила сжатия должна быть максимальной, особенно при сваривании металлических листов большой толщины.
На верхнем рычаге устанавливается пружина, возвращающая электроды в исходное разомкнутое состояние. Для выполнения работ в домашних условиях вполне достаточно прижатия, не превышающего 30 кг. Длина рукоятки может достигать 60 см, а крепление электродов осуществляется ближе к оси вращения. Таким образом получается плечо в пропорции 1:10. В условиях промышленного производства прижатие деталей выполняется с помощью пневматических и гидравлических приспособлений с регулируемым усилием.
Выключатель сварочного аппарата выводится на рукоятку клещей. Он подключается к первичной обмотке с небольшим значением тока. В некоторых конструкциях для управления сваркой используется ножная педаль, приводящая в действие магнитный пускатель.
Провода, используемые для подключения к электродам должны иметь минимальную длину. Их соединение с наконечниками осуществляется методом пайки. Необходимо спаивать и отдельные жилы проводов, так как большой ток может вызвать окисление контактов и потерю мощности. Не рекомендуется обжимать наконечники, во избежание появления дополнительного сопротивления в местах контакта.
Сварочный аппарат на основе инвертора
Наиболее распространенным является самодельный споттер из сварочного аппарата, хотя его также можно собрать и не из сварки. Споттер — это ответвление контактной сварки. Но в нем нет клещей, поэтому устройство считается аналогом обычной электродуговой сварки, где ток проходит сквозь металл. Один контакт присоединяется к кузову, а второй — это шток и насадка.
Контактная сварка своими руками из инвертора имеет две главные составляющие:
- Сварочный инвертор,
- Тиристорное реле.
Самостоятельная сборка проводится с помощью таких деталей:
- Тиристор номиналом 200 В.
- Понижающий трансформатор 122 В для управления реле посредством выключателя.
- Реле мощностью 30 А.
- Диодный мост.
- Контактная группа на 220 В.
- Выключатель реле.
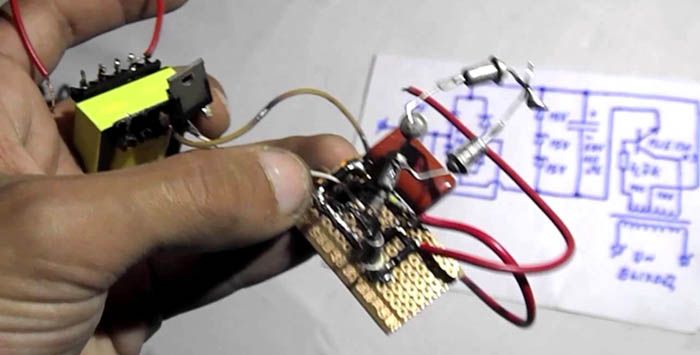
Через диодный мост трансформатор подключается к сети, и в то же время подключен тиристор электрореле. Трансформатор подает питание на управляющую ветку тиристорной цепи.
Сборка устройства
Инверторные сварочные аппараты являются хорошим вариантом для сборки споттера. Главное — сконфигурировать аппарат так, чтобы прибор с постоянным током выдавал не менее 1500 Ампер.
Сборка осуществляется поэтапно:
- Снять с прибора вторичную обмотку, чаще всего их две.
- Установить необходимое количество витков на 1 В. Для этого можно обернуть первичку медной проволокой и измерить вольтаж. Полученную цифру разделяют на количество витков проволоки. Результат и есть нужное количество витков.
- При намного меньшем сечении шина разделяется на несколько частей и скрепляется специальной изолентой с наличием материи. Количество разделов вычисляется из первичного показателя. С показателем 40 мм2 шину разделяют на четыре части.
- Необходимы две шины с обмоткой и изолентой. Изолировать нужно последовательно.
- Полученные шины наматывают на трансформатор. Для этого может понадобиться молоток и помощь второго человека.
При достижении необходимой мощности тока прибор считается готовым.
Подготовка трансформатора
Такое устройство, как споттер, предполагает перемотку трансформатора. Процесс является трудоемким и считается самым сложным. На обмотку нужно много времени, но без этого не обойтись. Обмотка может быть разных типов. Изоляция мотков может быть из лакоткани либо из трансформаторной бумаги.
Трансформатор, который будет обеспечивать формирование тока, сложно найти, но можно изготовить. Для этого понадобится магнитопровод, который будет основой, с сечением не меньше 400 мм2. Размер рассчитывается с учетом размещения обмотки.
Различают три типа размещения обмотки:
- Ш-образное,
- О-образное,
- Тороидальное.
Магнитопроводы могут быть пластинчатыми и ленточными. Выбор индивидуальный. Для Ш-образного типа первичная обмотка состоит из 200 витков, и для нее понадобится провод сечением 2.5 мм2. Вторичная обмотка насчитывает 7 витков, для чего понадобится провод с сечением 50 мм2 или шина необходимого сечения с изоляцией.
Длину концов вторичного провода рассчитывают для подключения к выходным клеммам, а первичного — к электроцепи прибора. Трансформатор пропитывается шеллаком.
В чертеже электросхемы имеется питающий трансформатор, напряжение вторичной обмотки в котором — 12 В. Подойдет также любой другой трансформатор, удовлетворяющий параметрам. Для контроля напряжения на устройстве его можно оснастить дополнительной обмоткой.
Тиристор должен соответствовать параметру: обратное напряжение не меньше 220 В, а прямой импульсный ток — не меньше 50 А. Диоды подбираются по таким же параметрам. Используется резистор с номиналом 100 Ом и конденсатор 25 В 1000 мкФ.
Последовательность работы самодельного споттера:
- Включение кнопки и разрядка конденсатора, кратковременное включение резистора и тиристора.
- Подача переменного напряжения на первичную обмотку трансформатора через диоды.
- Сваривание деталей и электрода.
- Разрядка конденсатора, закрытие тиристора и обесточивание силового трансформатора.
- Работа завершена, продолжается зарядка конденсатора от трансформатора для дальнейшей работы.
Важно помнить, что тиристор и диоды могут быть заменены симисторами. Самодельное устройство должно быть точно сконструировано для слаженной и корректной работы независимо от габарита и вложенных финансов
Новая обмотка
В получившихся нишах делают новую вторичную обмотку из эмалированного или медного провода большого диаметра. Минимальный размер сечения должен составлять 1 см.
Провода могут быть не цельными, а многожильными. Важный показатель для сварочного аппарата из микроволновки – это суммарный диаметр проводов. Укладывать их нужно плотно, не оставляя зазоров.
Точный размер сечения и требуемое количество витков можно вычислить по специальным таблицам или с помощью он-лайн калькуляторов, ориентируясь на размеры сердечника и необходимую мощность на выходе. Некоторые умельцы подбирают опытным путем. На концах обмотки следует хорошо закрепить наконечники.
 Трансформатор, изъятый из микроволновки, для использования в новом качестве готов. Он сможет поставлять ток, сила которого достигает 1000 А, что вполне достаточно для домашнего агрегата. Главная часть для контактной сварки сделана своими руками из старой микроволновки.
Трансформатор, изъятый из микроволновки, для использования в новом качестве готов. Он сможет поставлять ток, сила которого достигает 1000 А, что вполне достаточно для домашнего агрегата. Главная часть для контактной сварки сделана своими руками из старой микроволновки.
Если нужен более мощный сварочный аппарат, придется переделать два трансформатора. Подключение двух трансформирующих блоков выполняется последовательно.
Важно соединить одноименные обмотки, иначе произойдет замыкание. Правильность действия проверяется по маркировкам или с помощью вольтметра
Когда подключены оба трансформатора из микроволновок, следует проверить силу тока.
Она не должна превышать 2000 А. Большие значения станут причиной перегрузки домашней электросети, и сварочный аппарат либо вообще не будет работать, либо будет прожигать металл.
Как сделать электрод для споттера
Электроды и адаптеры для споттера — это небольшие цилиндрические насадки из латуни, каждая из которых используется для работы с определенными типами сварочного крепежа: шайб, гвоздей, шпилек, заклепок волнистой проволоки. В магазинах каждый из таких элементов может стоить от 500 до 1000 рублей и более, а для обычной кузовной работы необходимо как минимум пять-шесть разновидностей электродов:
- для колец;
- для точечной сварки;
- для волнистой проволоки;
- для сварки угольным электродом;
- для треугольных шайб;
- для шпилек и гвоздей.
Изготовить их самостоятельно не так уж и сложно, но требуются определенные навыки и наличие соответствующего оборудования. Как вариант, можно своими руками изготовить только самые простые насадки, а более сложные заказать в мастерской с токарным и сверлильным оборудованием.
Изготовление элементов управления
Для того чтобы точечной сваркой было просто и удобно управлять необходимо изготовить корпус устройства, с помощью которого можно будет легко выполнить сваривание металлов.
Первое что необходимо сделать – это зафиксировать трансформатор. Для этой цели можно использовать толстый фанерный лист, в котором дрелью делаются отверстия под крепление трансформатора. Управление процессом точечной сварки может осуществляться как на выносном аппарате, когда трансформатор находится отдельно от корпуса и от него по проводам напряжение подаётся к контактам клещей. Такое устройство позволит выполнять сварочные работы в труднодоступных местах и на крупногабаритных объектах.
Существенным недостатком выносного аппарата является необходимость в использовании достаточно длинного кабеля, при прохождении по которому электрический ток будет существенно снижен за счёт нагрева проводника в момент сваривания металла. Также к минусам выносного устройства относится невозможность использовать клещей с длинным рычагом, поэтому усилие при контакте будет незначительным, что не может не отразиться на качестве сварки.
Изготовить клещи можно самостоятельно при наличии инверторного сварочного аппарата. Для изготовления клещей потребуется найти 2 большие шайбы-прокладки толщиной не менее 8 мм и диаметром – 50 мм. При отсутствии подходящих деталей их можно самостоятельно изготовить на токарном станке. Если шайбы изготавливаются своими руками, то в середине каждой из них потребуется сделать отверстие диаметром 20 мм.
Следующим этапом самостоятельного изготовления клещей является вырезание из толстого эбонитового стержня изоляции.
Стержень желательно подобрать таким образом, чтобы его диаметр совпадал с внешним диаметром металлических шайб. Серединная изоляция изготавливается следующим образом.
- От эбонитового стержня отрезается кусок длиной 30 мм.
- Эбонитовая шайба надёжно фиксируется в сверлильном станке и ровно посередине делается сквозное отверстие диаметром 8 мм.
- На токарном станке с обеих сторон эбонитовой шайбы снимается материал до диаметра 20 мм. Удаление материала следует производить на расстояние равное толщине металлической шайбы.