Изготовление своими руками контактной сварки с чертежами
Содержание:
- Особенности изготовления своими руками точечной сварки для литьевых аккумуляторов
- Конструкция аппарата и необходимые детали
- Принцип действия и устройство аппаратов точечной контактной сварки
- Сварочный процесс: схема изготовления
- Приступаем к сборке понижающего трансформатора для аппарата точечной сварки
- Сварочный процесс
- Как сделать машину для сварки своими руками?
- Аппарат для точечной сварки своими руками
- Технологический процесс
- Общие принципы работы
- 2 Схема устройства для сварки металла толщиной до 1 мм
- Особенности процесса точечной сварки
- Собираем трансформатор
- Основные типы аппаратов и возможность их домашнего изготовления
- Этап первый – сбор информации и формулирование требований.
- Открывающиеся возможности
Особенности изготовления своими руками точечной сварки для литьевых аккумуляторов
Всем известно, что литиевые аккумуляторы очень боятся перегрева температур и прибор точечной контактной сварки поможет без проблем приварить к ним необходимые тончайшие элементы. Особенность конструкции в том, что сварочный аппарат управляется автоматически. Рассмотрим, как работает устройство для контактной сварки аккумуляторов своими руками.
| Иллюстрация | Описание действия |
 |
Устройство состоит из мощного трансформатора и системы управления. |
 |
Для автоматического включения и выключения импульса используется контроллер Arduino, который управляет симистором. Кроме того, в нашей схеме присутствуют: блок питания для контроллера и входной фильтр. |
 |
Предварительно выставляется необходимый временной интервал для импульса, каждое деление –10 миллисекунд. Мы выберем 30 миллисекунд. |
 |
Для работы подготовим никель-кадмиевый элемент питания. |
 |
Берем пластину, подставляем ее под электроды. |
 |
Нажимаем на кнопку – и происходит сварка. |
 |
В итоге на элемент получилось приварить «ушки» |
Конструкция аппарата и необходимые детали
Любой сварочный агрегат контактного типа состоит из 2 узлов:
- блока питания (трансформатора);
- прижимных клещей.
Для получения мощного электрического разряда при минимальном напряжении применяют индукционный трансформатор.
Правильное соотношение обмоток позволяет генерировать ток, силы которого достаточно для плавления металла. Конструкция клещей включает графитовые или медные контакты, устанавливаемые на разные рычаги, фиксирующие механизм.
Существуют следующие типы прижимов:
- Механические. Включают мощную пружину и рычаг. Для сжатия металлов применяется мышечная сила сварщика. Прижимы такого типа устанавливают в бытовые аппараты, используемые для простых операций.
- Пневматические. Устанавливаются в портативные ручные аппараты. Настраиваются путем изменения давления в воздушном канале. Недостатком считают низкую производительность, невозможность регулировки параметров функционирования во время сварки.
- Гидравлические. Прижимы также отличаются небольшой скоростью работы, однако набор настроек у них шире, чем у предыдущего типа.
- Электромагнитные. Отличаются самой высокой производительностью, устанавливаются как в ручные, так и в стационарные агрегаты. Электромагнитные прижимы позволяют регулировать силу сжатия деталей при сварке. Это снижает вероятность возникновения непроваров и наплывов металла.
При сборке самодельного аппарата для точечной сварки мастеру потребуются следующие детали и материалы:
- доработанный трансформатор от старой микроволновой печи или автомобильного аккумулятора;
- толстый медный провод или жгут кабелей небольшого сечения;
- рычаги, используемые для сборки зажимов;
- основание для установки блоков агрегата;
- прижимные струбцины;
- провода;
- изоляционные материалы;
- медные электроды, необходимые для выполнения сварки;
- клавиша управления.
Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.
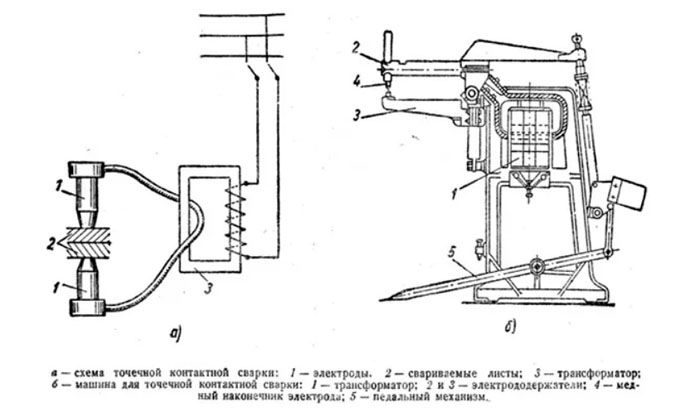
Устройство аппарата контактной точечной сварки.
Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.
Через несколько мгновений жидкое ядро кристаллизуется и получится прочный слиток их двух элементов.
Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии. https://www.youtube.com/watch?v=TXkhocI4E00
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества. Виды контактной сварки:
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Приступаем к сборке понижающего трансформатора для аппарата точечной сварки
Первым делом аккуратно устанавливаем первичную обмотку на место вторичной. Если она садится довольно туго, не стоит убирать стеклоткань с жил (в редких случаях это может быть бумага). Это чревато повреждением изоляционного лака. Лучше немного постучать прямо по обмотке той же резиновой киянкой (только без фанатизма). Если и это не помогает, значит, с сердечника не до конца очищен старый лак и клей.
 При установке первичной обмотки нужно быть предельно аккуратным
При установке первичной обмотки нужно быть предельно аккуратным
Выбираем кабель для вторичной обмотки трансформатора
Когда первичная обмотка встала на место, необходимо подобрать толстый гибкий медный кабель для вторичной. Идеально подойдёт кусок сварочного кабеля в толстой изоляции. Такие можно найти в «запасниках» гаражей. Они производились раньше. Сейчас изоляция сварочных кабелей очень тонкая. Но при отсутствии старого, можно использовать и такой.
 Это уже готовый отрезок сварочного кабеля, который я использовал при сборке
Это уже готовый отрезок сварочного кабеля, который я использовал при сборке
А вот в обжимке наконечников будет заключаться основная сложность. Для этих целей используется довольно большой кримпер, который часто можно найти лишь на производстве. Здесь придётся обращаться к специалистам. Запомните, что ни в коем случае нельзя обжимать наконечники при помощи молотка и зубила. Во-первых, такое соединение будет ненадёжным, а во-вторых, неплотный контакт при высоких токах даст очень сильный нагрев, в результате чего аппарат может просто вспыхнуть.
 Производственный кримпер – наилучший вариант для обжимки наконечников
Производственный кримпер – наилучший вариант для обжимки наконечников
Укладываем самодельную вторичную обмотку
Укладывая сварочный кабель, имейте в виду, что витки (их должно быть всего два) должны лежать плотно. От этого также зависит величина нагрева вторичной обмотки в процессе эксплуатации. Но чаще всего подобный кабель неплотно уложить не удаётся – не позволяет оставшееся пространство.
 Аккуратно укладываем два витка сварочного кабеля – это и будет вторичная обмотка
Аккуратно укладываем два витка сварочного кабеля – это и будет вторичная обмотка
Приступаем к окончательной сборке понижающего трансформатора для точечной сварки
Теперь нужно поставить на место платформу, которая была отпилена, и зажать получившийся трансформатор в тиски для большей плотности соприкосновения металла сердечника. Обратное соединение можно произвести при помощи той же сварки. У меня, на момент сборки, сварочника не было, а потому я скрепил детали сердечника, проложив по контуру слой эпоксидного клея. Получилось не хуже.
 Сдавив платформу и сердечник в тисках, промазываем швы эпоксидным клеем
Сдавив платформу и сердечник в тисках, промазываем швы эпоксидным клеем
Промежуточная проверка трансформатора перед началом сборки аппарата
Настало время проверить, что получилось. Для этого на наконечники первичной обмотки нужно подать напряжение 220 в, а с вторичной обмотки мультиметром снимаем напряжение, выставив переключатель в режим переменки. В моём случае получилось, что напряжение на вторичной обмотке равно 2,106 в. Произведя нехитрые вычисления, можно определить, что при столь сильном понижении напряжения, сила тока возросла приблизительно до 800 А. Такие показатели практически идеальны для гаражного аппарата контактной сварки.
 Мультиметр показал, что мы добились желаемого результата
Мультиметр показал, что мы добились желаемого результата
Сварочный процесс
Независимо от того, какая технология применяется для сварки стали, меди, нержавейки и других металлов, процесс включает несколько этапов.
- Для более плотного соприкосновения деталей поверхности нужно предварительно обработать, так напряжение электроэнергии будет одинаковым по всей поверхности. Для получения ровной поверхности материал обрабатывают механическими способами.
- После чего детали помещают в специальные зажимные клещи сварочной установки. Прижать детали можно и вручную, но из-за недостаточного давления качество шва будет хуже.
- На свариваемые детали поступает электрический импульс, который преобразуется в тепло и плавит металл – образуется ядро. Так как на поверхности оказывается давление, выплескивание ядра не происходит.
- После того как ток был отключен, остывшее ядро образует сварочный шов. Если варить правильно с соблюдением технологии, то прочность шва не будет уступать прочности металла.
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху
С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1.7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.
- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.
Аппарат для точечной сварки своими руками
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
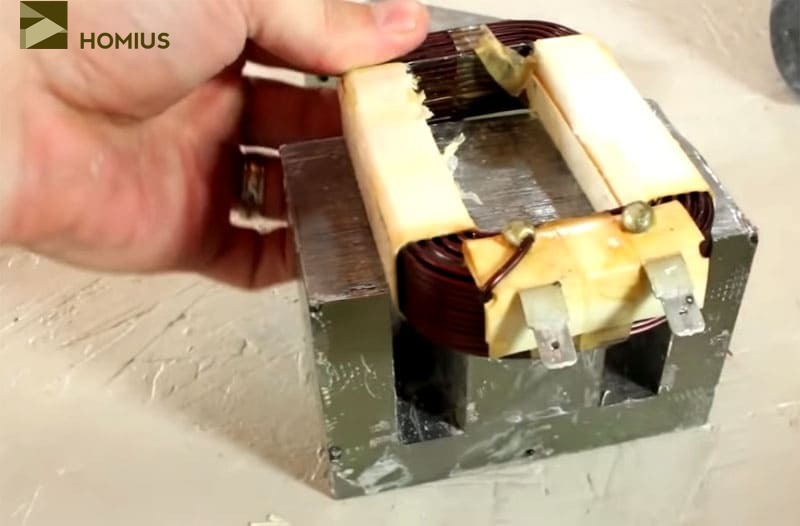
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
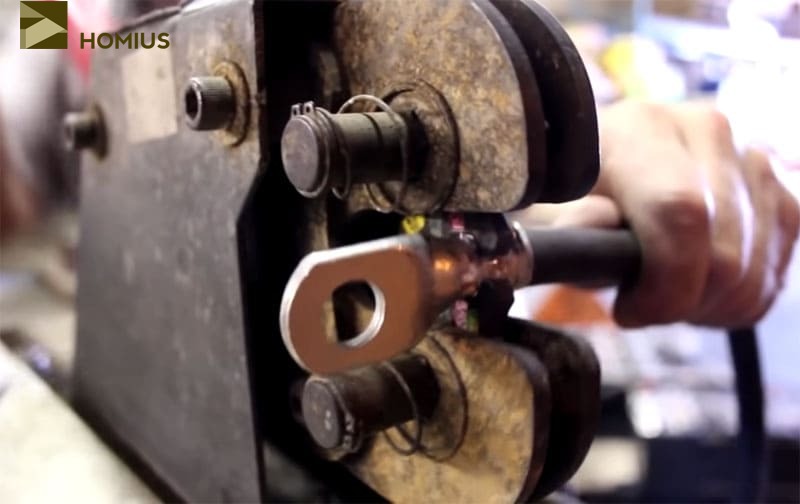
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Технологический процесс
Точечная сварка применяется не только на производстве, но и в домашних условиях.
В промышленном масштабе выбор падает на такой вид сварки, когда нужно соединить сплавы цветных металлов, стали различных марок, когда листы имеют разную толщину, при создании профильных заготовок, например, уголков и др.
Чтобы сократить расходы на замену аккумуляторов системы, с помощью данного аппарата можно производить сварку аккумуляторов ноутбуков, шуруповертов и прочих мобильных устройств.
Сварка аккумуляторов происходит по обычной технологии.
Видео:
https://youtube.com/watch?v=tf5-uJ_pn-o
Сам процесс сваривания заключается в нагревании металлического предмета до состояния пластичности, после чего он деформируется, то есть соединяется.
Для создания более качественного шва необходимо обеспечить постоянство процесса, то есть постоянно поддерживать одну скорость обработки предмета, следить за давлением.
Эти требования больше относятся к ручной сварке, поскольку на предприятиях данный процесс выполняется автоматически.
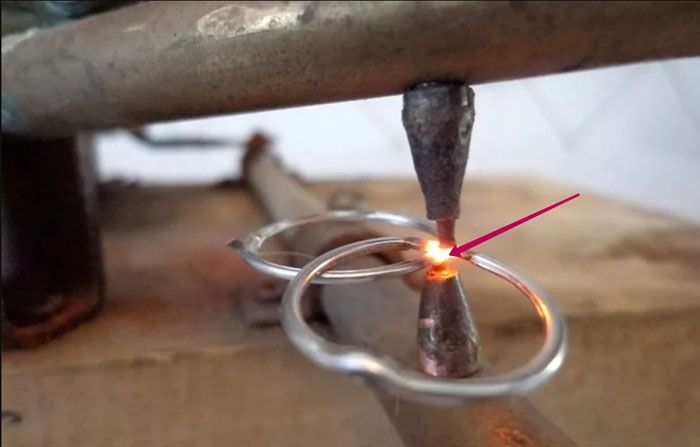
В том месте, в котором произошел контакт электрода с поверхностью, начинает появляться жидкое ядро, образованное от плавления двух деталей.
Когда ток перестает поступать (0,01-0,1 сек), тогда ядро начинает застывать, позволяя, тем самым, удерживать обе части деталей.
Для осуществления сжатия металлического листа используются клещи, которые подразделяются на ручные и подвесные.
Ручные клещи способствуют выработке тока, который в дальнейшем подается на электроды, зажимающие заготовку. Подвесные клещи используются в промышленности, отличаются высокой производительностью.
Контактная точечная сварка имеет ряд преимуществ:
- Скорость выполнения работы;
- Безопасность работ достигается за счет низкого напряжения тока;
- Обеспечивается прочность соединения, но, к сожалению, не герметичность;
- Сделать аппарат для сварки можно самостоятельно в домашних условиях.
Общие принципы работы
Алгоритм действий по сборке сварочного агрегата включает следующие этапы:
- Изъятие трансформатора. Деталь берут из старой СВЧ-печи. Она нужна не полностью, для изготовления аппарата потребуются первичная обмотка и магнитопровод. Остальные детали аккуратно удаляют за ненадобностью.
- Формирование новой вторичной обмотки. Для этого используют медный кабель сечением не менее 100 мм². Прочную резиновую изоляцию заменяют текстильной. Для создания мощного сварочного аппарата применяют 2 трансформатора с общей обмоткой.
- Установка управляющего блока, обеспечивающего бесперебойное течение процесса сварки контактным методом.
- Изготовление и подключение электродов, тип и диаметр которых выбирают с учетом свойств свариваемых металлов.
- Сборка корпуса. Основные блоки аппарата должны быть надежно защищены от внешних воздействий. На этом этапе можно использовать корпус от старой микроволновой печи или собрать конструкцию самостоятельно из листов металла.
2 Схема устройства для сварки металла толщиной до 1 мм
Устройство точечной сварки для соединения деталей контактным способом можно собрать по ниже приведенным схемам. Предлагаемый аппарат рассчитан на сварку металлов:
- листовых, толщина которых до 1 мм;
- проволоки и прутков, диаметр которых до 4 мм.
Основные технические характеристики устройства:
- напряжение питающей сети – переменное 50 Гц, 220 В;
- выходное напряжение (на электродах контактно-сварочного механизма – на клещах) – переменное 4–7 В (холостого хода);
- сварочный ток (максимальный импульсный) – до 1500 А.
На Рис.1 приведена принципиальная электрическая схема всего устройства. Предлагаемая контактная сварка состоит из силовой части, цепи управления и автоматического выключателя АВ1, который служит для включения питания устройства и защиты в случае возникновения аварийных ситуаций. Первый узел включает сварочный трансформатор Т2 и бесконтактный тиристорный однофазный пускатель типа МТТ4К, который осуществляет подключение первичной обмотки Т2 к питающей сети.
На Рис.2 представлена схема обмоток сварочного трансформатора с указанием количества витков. Первичная обмотка имеет 6 выводов, переключением которых можно осуществлять ступенчатую грубую регулировку выходного сварочного тока вторичной обмотки. При этом постоянно подсоединенным к сетевой цепи остается вывод №1, а остальные 5 служат для регулировки, и для работы подключают к питанию только один из них.
Схема пускателя МТТ4К, выпускаемого серийно, на Рис.3. Этот модуль представляет собой тиристорный ключ, который при замыкании его контактов 5 и 4 коммутирует нагрузку через контакты 1 и 3, подключенные в разрыв цепи первичной обмотки Тр2. МТТ4К рассчитан на нагрузку с максимальными напряжением до 800 В и током до 80 А. Производят такие модули в г. Запорожье на ООО «Элемент-Преобразователь».
Схема управления состоит из:
- блока питания;
- непосредственно цепи управления;
- реле K1.
В блоке питания может быть использован любой трансформатор мощностью не более 20 Вт, предназначенный для работы от сети 220 В и выдающий на вторичной обмотке напряжение 20–25 В. В качестве выпрямителя предлагается установить диодный мост типа КЦ402, но может быть применен любой другой с аналогичными параметрами либо собран из отдельных диодов.
Реле K1 служит для замыкания контактов 4 и 5 ключа МТТ4К. Это происходит при подаче напряжения от цепи управления на обмотку его катушки. Так как коммутируемый ток, протекающий через замкнутые контакты 4 и 5 тиристорного ключа, не превышает 100 мА, то в качестве K1 подойдет практически любое слаботочное электромагнитное реле с напряжением срабатывания в пределах 15–20 В, например, РЭС55, РЭС43, РЭС32 и подобные.
Особенности процесса точечной сварки
Процесс используется в производственных целях и в домашнем хозяйстве. Производится сваривание следующих материалов:
- листового металла;
- изделий из стали и цветных сплавов;
- сортовых и гнутых профилей.
В быту точечная сварка просто необходима для ремонта разных инструментов, кухонного оборудования, домашней утвари. Процесс заключается в точном совмещении деталей в заданном положении. Они устанавливаются между электродами и прижимаются друг к другу. При этом производится разогрев электрическим током точки соединения до пластической деформации, в результате которой детали свариваются. Главное для сварщика — их точная фиксация, создание определенного усилия прижатия, тока и времени процесса. Теплового импульса должно хватить, чтобы металлы в зоне контакта расплавились, и сформировалось общее жидкое ядро.
Собираем трансформатор
Самой важной деталью, сердцем любого электроприбора такого типа является трансформатор, с помощью которого мы будет получать необходимое напряжение
Коэффициент трансформации должен быть очень большим, поэтому сразу обращаем свое внимание на мощные и объемные микроволновые печи – именно там можно раздобыть необходимый элемент. Мощность должна быть около 1 кВт – это идеальный вариант, но, при отсутствии такового, подойдет и на 700-800 Вт
В микроволновке трансформатор повышающего типа, выдает до 4 кВт для питания магнетрона. Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.
Шаг 1Достаем трансформатор из микроволновки.
Не стоит ее сразу разбирать при помощи молота – она нам пригодится целиком. Откручиваем основу, снимаем все крепления, достаем.
Шаг 2Сбиваем вторичную обмотку.
Нам надо только первичная (это та, что внутри, на ней провод намного толще и его меньше). Можно сделать это зубилом, молотком, ножовкой, даже высверлить углы электрической дрелью – чем угодно, лишь бы результат был тот, что надо. Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
Шаг 3Наматываем вторичную обмотку.
Нам надо получить в результате ток около 1000 А, поэтому идем на рынок и покупаем провод диаметром от 1 см. Он дорогой, но без него никак не обойтись. Если хотите сэкономить – покупайте его пучком, а не один цельный – на ход дела это не влияет.
Шаг 4Делаем 2-3 витка.
Делаем 2-3 витка вторичной обмотки, на выходе получаем около 2В. Чем больше всунете в окно, тем больше напряжение будет, хотя после 3 витков в окне уже не остается места. Если нужен мощный аппарат, тогда можно разобрать еще 1 микроволновку или найти дополнительный трансформатор и соединить 2 вместе. Можно будет работать с металлом до 5 мм толщиной.
Шаг 5Проверяем направление обмоток.
При помощи вольтметра проверяем направление обмоток, а также наличие коротких замыканий. Если таковых не прослеживается, можно переходить к дальнейшим работам.
Шаг 6Проверить силу тока.
При соединении 2 и более трансформаторных обмоток надо проверить на выходе силу тока. Если она будет более 2000 А – уменьшайте ее. Это приведет к перепадам напряжения сети и вы просто не отобьетесь от соседей, которые будут бегать с жалобами на вас.
Теперь трансформатор можно считать готовым. Осталось просто промерять все амперметром, проследить короткие замыкания, просмотреть все соединения.
Основные типы аппаратов и возможность их домашнего изготовления
Существует 4 разновидности оборудования:
- Трансформатор, работающий с переменным током. Главный компонент системы напоминает стандартный блок питания. Входящее напряжение с его помощью понижается до 60 В. Сила тока меняется в результате движения вторичной обмотки. Недостатками считают большую массу и размер устройства. Кроме того, получить однородный шов с использованием переменного тока трудно.
- Выпрямитель, являющийся усовершенствованным вариантом трансформатора. После понижения напряжения ток стабилизируется диодным мостом. Более сложные схемы включают тиристоры, помогающие регулировать параметры. Подача постоянного тока обеспечивает высокое качество шва. Аппарат работает со всеми типами металлов и сплавов. Недостатком считается чувствительность к скачкам напряжения.
- Полуавтомат, содержащий механизм подачи расходного материала. Сварка ведется в газовой среде, поэтому дополнительно подключается баллон. полуавтоматические агрегаты помогают формировать качественные швы.
- Инвертор, отличающийся компактными размерами. Такие аппараты чаще всего применяются в бытовых условиях. Для преобразования напряжения используют источник питания с ШИМ управлением. Работать с оборудованием могут даже начинающие сварщики.
Этап первый – сбор информации и формулирование требований.
Идея сделать точечную сварку была давно, но тут так сошлись звезды что можно было убить сразу несколько зайцев сразу, к тому же скопились практически все материалы. Поиски в интернете привели в уныние. 90% информации – это популярные записи из разряда “смотри что можно” и являются скорее доказательством концепции, чем реально полезным устройством, из разряда “Гы-гы Бивис, смотри, оно гвозди докрасна калит!” и сваренные две жестянки. Про ютуб скажу отдельно в постскриптум.
Часть полезной информации оказалась размазанной тонким слоем на форуме чипмейкер, мастер сити и других, где народ собирает точечную сварку и по ходу дела обсуждает тонкости конструкции. Эта информация мне помогла больше чем десятки видео.
Постановка задачи: нужно занедорого, с минимумом покупных элементов сделать настольный аппарат для точечной сварки. Для ориентировки: китайские сварочные клещи стоят 10-15 килорублей, брендовые 35 и более килорублей. Свое время, естественно, не бесплатное и порой действительно целесообразнее купить.
Сразу стоит дополнительно пояснить:
- Аппарат собранный из “говна и палок” (DiHalt, привет) не ровня промышленному. Промышленный аппарат при похожих возможностях не просто так в разы дороже и крупнее. Большая проблема – нагрев, и промышленные установки имеют водяное охлаждение электродов, хорошее сечение проводников, электроды из правильного сплава. И домашне-гаражное поделие после 10 точек нужно оставить остывать на 10 минут, а промышленный рассчитан делать точки каждые пару секунд, 24 часа в сутки 7 дней в неделю. Поэтому ниши разные, самодельный – скорее лабораторно-экспериментальный, если нужно иногда что то сварить. Промышленный – если вы работаете им с утра и до вечера и зарабатываете этим на жизнь.
- Из обычной бытовой розетки на 220В много электричества не вытянуть, а трехфазное подключение это совсем другая история, поэтому не стоит ждать, что у вас 2 кВт мощщи будет проваривать два листа в 5 мм.
- В точечной сварке работают вместе два фактора – нагрев электрическим током и давление электродов. Поэтому механика системы “две палки и петля от двери” будут работать плохо и нестабильно.
- В сварке тонкого железа (0,5 мм и менее), тонкой проволоки без реле времени делать вообще нечего, скорости и точности реакции для стабильного результата не хватит, будет или непровар или пережог.
План вырисовывается такой. Берем два (хотелось запас по мощности, и я не ошибся) трансформатора от микроволновки. Сами по себе трансформаторы примечательны выжиманием максимума ради экономии. По расчетам в программе, железо такого трансформатора будет тянуть всего 230 Вт мощности, но из него выжимают аж 800 Вт! Это дается дорогой ценой – снижен КПД, все греется, трансформатор не способен на длительную непрерывную работу, большой ток холостого хода.
Наматывать вторичку я решил кабелем 95 мм2. Чем ниже сопротивление кабеля – тем больший ток удастся развить, по крайней мере проводка не станет “бутылочным горлышком” системы. Были жалобы форумчан, что трансформатор “не варит” – а на фото – хвосты чуть ли не метр, при сечении что-то вроде 35 мм2. Чем толще провод – тем дальше можно вынеси электроды от трансформатора. Наматывать буду без размыкания железа – не нравится мне идея заиметь дополнительный зазор в паршивом трансформаторе.
Открывающиеся возможности
Преимуществ у контактной сварки достаточно, чтобы сделать её привлекательной для тех, кто намерен наладить массовый выпуск продукции или заниматься ремонтом техники на профессиональном уровне.
Хорошее качество сварного соединения. Оно обеспечивается стабильностью параметров сварочного тока и давления, оказываемого на соединяемые детали.
Высокая скорость процесса. На наложение шва уходят секунды
Это особенно важно, когда речь идёт о выполнении большого объёма работ.
Эксплуатационная простота. Правильно изготовленный аппарат для контактной сварки не требует особых навыков при использовании, и освоить процесс в состоянии даже специалист средней квалификации.
Использование споттера оправдано при работах по ремонту автомобильных кузовов
Такое устройство упрощает не только процесс сварки, но и рихтовки повреждённых деталей.
Основным препятствием для широкого распространения технологии является высокая стоимость оборудования. Она и наталкивает многих на мысль о том, чтобы изготовить аппарат для контактной сварки самостоятельно.