Сварка вертикальных, горизонтальных и потолочных швов
Содержание:
- Типы сварных соединений
- Наплавка валиков
- Правила выполнения сварочных потолочных соединений
- Сварка стальных труб «на просвет» – пошаговая инструкция
- Провар лицевой зоны
- Некоторые рекомендации специалистов
- Технология
- Сварка в потолочном положении
- Дефекты сварных швов
- Движения электродом
- Идеальный угол или облом
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения
Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
Наплавка валиков
При перемещении электрода прямолинейно вдоль шва без колебательных движений наплавляется узкий (ниточный) валик. При наложении валика электрод следует держать наклонно, под некоторым углом к вертикальной линии, чтобы капли металла, перемещающиеся при расплавлении конца электрода в направлении его оси, попадали в расплавленный металл ванны. Электрод должен быть наклонен в сторону направления сварки. При этом глубина проплавления основного металла получается больше. Угол наклона а покрытого электрода к вертикали должен составлять 15—20°.
Изменяя наклон электрода, сварщик может регулировать глубину расплавления металла, способствовать лучшему формированию валика шва и влиять на скорость охлаждения ванны.
Узкий валик накладывают при проваре корня шва, сварке тонких листов, сварке горизонтальных и потолочных швов (независимо от числа слоев). Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. В узком, но высоком валике объем наплавленного металла невелик, такой валик застывает быстрее, и растворенные в металле невыделившиеся газы могут вызвать пористость шва. Поэтому чаще применяют уширенные валики, которые также менее склонны к образованию кристаллизационных трещин. При выполнении их сварщик сообщает электроду колебательные движения поперек шва, причем конец электрода должен совершать три движения (рис. 65, а): поступательное I вдоль оси электрода сверху вниз, поступательное 2 вдоль линии шва и колебательное 3 поперек шва, перпендикулярно его оси. Колебательные движения электрода способствуют прогреву кромок и замедляют остывание сварочной ванны.
Схемы движений конца электрода при наплавке уширенных валиков показаны на рис. 65, б. В точках 1, 2 и 3 скорость перемещения электрода уменьшается, что способствует прогреванию кромок.
Лучшее качество имеют валики шириной, равной 2,5—3 диаметрам электрода. В этом случае все кратеры расплавленного металла 1, 2, 3 сливаются в одну ванну и обеспечивается наилучшее сплавление основного и наплавленного металла.

При слишком большой ширине валика металл в точке 1 затвердеет к тому моменту, когда дуга возвратится в точку 3, и в этом месте может образоваться непровар. Кроме того, понижается производительность сварки. На рис. 66, а показаны движения концом электрода, необходимые для прогревания обеих кромок, на

рис. 66, б — для прогревания только одной кромки (например, при сварке листов разной толщины). Для прогревания середины шва электрод перемещают по схеме, данной на рис. 66, в. Наплавляя валик, сварщик может находиться сбоку от шва и перемещать электрод слева направо или располагаться по оси шва и вести электрод «на себя» или «от себя».
После окончания наплавки валика остающийся в конце его кратер должен быть тщательно заварен, чтобы в этом месте не появилась трещина.
При сварке электродами с покрытиями необходимо обеспечить полную и равномерную защиту жидкого металла слоем расплавленного шлака. Шлак должен располагаться позади дуги, не смешиваться с расплавленным металлом и не затекать вперед дуги, т. е. не попадать на поверхность нерасплавленного металла. Металл поддерживается достаточное время в жидком состоянии, чтобы частицы шлака всплыли на поверхность ванны и шлак успел раскислить металл.
Администрация Общая Опубликовано: 2011.06.01
>Правильный сварочный шов
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.
Для новичков! После окончания работ не нужно пугаться безобразного вида сварного шва – это шлаковые образования, после обивки которых качественно выполненное соединение примет довольно привлекательный внешний вид.
Неожиданная неприятность может произойти в тот момент, когда нужно сделать потолочный шов. Выполнить это не так уж просто, как может показаться.
В промышленных масштабах такой сварочный метод практически не востребован, так как соединяемые части в реальности расположены в правильном положении. Тем не менее, хозяину гаража необходимо знать, как варить потолочный шов электросваркой. Потребность в наложении такого шва может возникнуть при монтаже трубопровода, изготовлении металлической конструкции и различных приспособлений в гараже.
Так как при сварке потолочного шва возникает много затруднений, при его выполнении должны присутствовать опыт и внимательность. Проблему при таком типе сварки создает расположение сварочной ванны, которая находится в перевернутом состоянии. И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
Сварка стальных труб «на просвет» – пошаговая инструкция
«На просвет» варят трубы с толстыми стенками, в которых 2 мм – это только величина притупления.
Подготовка и разделка кромок
Абразивный способ – наименее надежный по причине внедрения абразивных частиц в металл, что препятствует качественной плавке, ведет к появлению трещин.
- Применяйте двустороннюю Y-подобную симметричную разделку с углом в 65 градусов, оптимальной величиной притупления и зазора в 2 мм.
- обработка на фрезере;
- ручная обработка скоса;
- резка при помощи абразивных кругов;
- обработка кромкорезами долбежного типа.
- Зачищайте места соединения свариваемых изделий до белого металла. Не должно оставаться неровностей, заусенцев, ржавчины.
- Проведите обработку поверхностей ацетоном или любым подобным ему веществом. Наличие жира, грязи, пыли препятствует качественному соединению молекул металла.
Центрирование и стыковка трубы
- Центрирование и стыковку изделий небольшого диаметра проводите путем фиксации с помощью подручных средств или воспользовавшись помощниками.
- Трубы большого размера (от 60 мм) центрируйте специальным оборудованием – центратором: внутренним или наружным. И тот, и другой обладают электрогидравлическим приводом. Внутренние являются более предпочтительными по причине того, что при их применении стык остается незакрытым. Это позволяет использовать автоматы для сварки, а также не ограничивает в манипуляциях при ручном соединении.
- Не допускайте отклонений при ручном способе центровки. Состыковать идеально без центратора – нереально, но старайтесь минимизировать отклонение.
- Соединив ровно трубы, приступайте к варке корневого шва.
Сварка корня
- Варите шов при следующих условиях:
- минимальный ток;
- обратная полярность;
- короткая электрическая дуга;
- сухие электроды;
- отсутствие ветра в трубе.
- Варите вертикальным способом, электрод перпендикулярен плоскости.
- Электродом расплавляйте кромки – между ними появится перемычка, которая называется сварочной ванной. Перед перемычкой находится так называемое технологическое окно.
- Внимательно следите за величиной технологического окна: на протяжении всего процесса оно должно оставаться одного диаметра.
- Делайте коренной шов высотой не более 1 мм. Обратный валик также не должен превышать эту величину.>
- Начало и окончание шва, участок перехода между электродами зачищайте для избегания образования пор в металле, наличие которых рано или поздно приведет к потере герметичности трубы.
Заполнение и облицовка сварного шва
После сварки корня заполняйте сечение шва целиком.
Используйте в зависимости от толщины стенок и материала однослойный или многослойный способ прохода.
Движение электрода при заполнении – треугольник: кромка 1 – кромка 2 – технологическое окно.
Обращайте внимание на прогрев кромок и корневого шва. Чем не больше прогрев, тем шире шаг заполнения.
После каждого слоя очищайте поверхность от шлака.
Если имеете навык, и, если позволяет диаметр стенки, выполняйте заполнение и облицовку одним проходом.
Провар лицевой зоны

Для наружной поверхности оставляется незаполненный объем валика. Предпоследний валик будет наиболее ответственным, так как он определит исходные параметры структуры для образования лицевой стороны шва. Незаполнение разделки рекомендуется делать в диапазоне 1,5-2 мм. Как варить потолочные швы по лицевому слою? Проход желательно делать одиночным, но если ширина большая и заготовка толстая, то может потребоваться и несколько операций. Для исключения образования слишком большой высоты шва следует использовать метод направления дуги вперед. Если сварка производится в несколько проходов, то техника манипуляции электродами должна будет ориентироваться на соединение вершин боковых валиков без резких переходов – можно выполнять эту часть по лестничному методу провара.
Некоторые рекомендации специалистов
Первое, что вы должны получить в результате выполнения правильной сварочной работы, – постоянная дуга между деталью и электродом. Для достижения этой цели следует держать электрод на небольшом удалении от детали под углом 30-40° (примерно половина диаметра стержня электрода). Получив устойчивую дугу, постарайтесь с максимальной глубиной равномерно прогреть металл сварочных материалов на участке их состыковки и заполнить его расплавом основания электрода.
Классификация сварочной дуги.
Не следует забывать, что непосредственно перед началом проведения работы необходимо надеть маску. А главным правилом является то, что даже при первой попытке получения сварного шва нужно обеспечить себе комфорт по максимуму – достаточное освещение и удобство в положении рук и тела.
При выполнении сварочной работы электрод будет постепенно плавиться, а значит, уменьшаться, это необходимо учесть, чтобы не допускать сокращения расстояния между материалами сваривания и электродом. Иначе дуга просто погаснет.
Схема получения сварного шва приведена на ИЗОБРАЖЕНИИ 2.
Сварочная ванна – это жидкая смесь, состоящая из расплава стержня электрода, его оболочки и металла соединяемых материалов. При равномерном смещении электрода на правильном удалении будет максимальное качество сварного шва не только с механической точки зрения, но и с эстетической.
Поверхность шва непременно покроется налетом шлака, поэтому его придется удалить с помощью молотка путем нанесения легких ударов, но только после полного его остывания. Конечная обработка шва проводится при помощи щетки из стальной проволоки.
Следует помнить: для того чтобы научиться правильно и качественно сваривать металлические изделия, необходимо постоянно тренироваться и стремиться к высочайшему качеству проведения работ. Однако перед тем как начать самостоятельные упражнения, стоит понаблюдать за тем, как работают опытные сварщики. К тому же к ним можно обратиться за советами при возникновении в работе любых трудностей.
Технология
Сварка потолочных швов предполагает применение различных методик. При всех способах необходимо выполнение общих требований:
- Если толщина свариваемой детали превышает 5 мм, то формируют скос в форме буквы «V».
- Перед началом процесса сваривания детали следует прижать друг к другу как можно плотно, с минимальным зазором. При выполнении этого требования первый проход можно формировать, не совершая электродом колебательных движений.
- Поднося электрод к месту сварки, выдерживают угол 45 градусов.
- Для повышения точности новички могут использовать половинки электродов.
- Работа прерывистыми короткими дугами даст возможность расплавленным каплям быстро остывать. В результате они не будут падать вниз, а прочно сцепятся с местом соединения.
Выполнение требований того, как варить дуговой сваркой потолочный шов обеспечит его прочность и хороший внешний вид сварного шва.
Полумесяц
Такой метод наименее сложен и может быть использован, как потолочная сварка для начинающих.
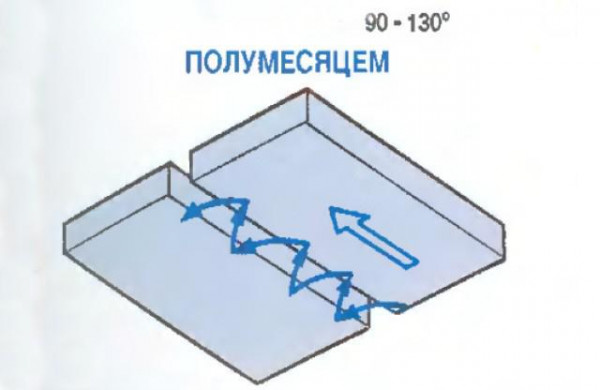
Положение электрода относительно верхней поверхности — 90-130 градусов. Название способ получил благодаря тому, что сварщик совершает движения, напоминающие полумесяц. Поскольку при этом способе приходится формировать шов за несколько проходов, времени требуется достаточно много. Чтобы избежать подтеков, не следует делать валики слишком широкими. Необходимо все время следить за скоростью процесса. Преимуществами является простота и высокая точность.
Обратно-поступательный
Способ предполагает сварку шва за несколько проходов.

Вначале выполняют корневой шов с помощью электрода, обладающего диаметром 3 мм. Ток при этом не должен быть слишком большой.
Лесенка
Как и при способе полумесяцем положение электрода по отношению к верхней поверхности составляет угол 90-130°С.
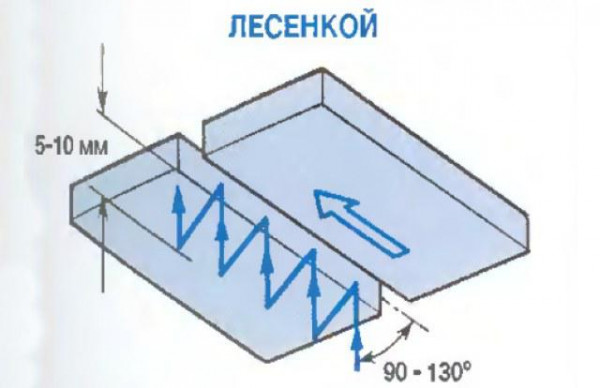
Способ лесенкой удобен при выполнении длинного сварного шва. Главная особенность — периодическое отведение в сторону электрода для застывания металла, что препятствует его растеканию.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами:
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.. Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
https://youtube.com/watch?v=0-WoYkM3wRc
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
О выборе инверторного сварочного аппарата для дома и дачи читайте тут.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения — по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
- зигзаг;
- петля;
- ломанная линия;
- елочка или треугольники;
- полумесяц;
- серп.
Все движения выполняют поперек направления сварного шва.
Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва
Особенно это важно, когда происходит сварка деталей из высоколегированной стали. Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами — движениями налево или направо.
При сварке в вертикальном направлении направление движения шва — снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.
Идеальный угол или облом
Потолочные карнизы для штор фото и виды какие бывают карнизы для штор потолочные, и как их подобрать для натяжного или обычного потолка Не пугайтесь, все в порядке! Обломом в архитектуре называется декоративный элемент различный по своему поперечному сечению.
Многие слышали такие термины:
- Карниз;
- Потолочный плинтус;
- Багет;
- Бордюр.
Потолочный плинтус
Однако, профессиональные строители, обычно называют этот элемент – галтель (она же планка, прикрывающая стык между стеной и потолком). Существует множество материалов, из которых изготавливают этот декоративный элемент. Это может быть и классическая гипсовая лепнина (есть мастерские, которые до сих пор делают ее вручную), и дерево, и современные пластиковые галтели, и даже роскошный мрамор.
В зависимости от материала отличаются и способы монтажа. Если пластиковые детали приклеиваются, то дерево, гипсовая лепнина и другие более тяжелые материалы крепится на гвозди или шурупы.
Галтель на потолок













