Как правильно варить швы: вертикальные, горизонтальные, потолочные
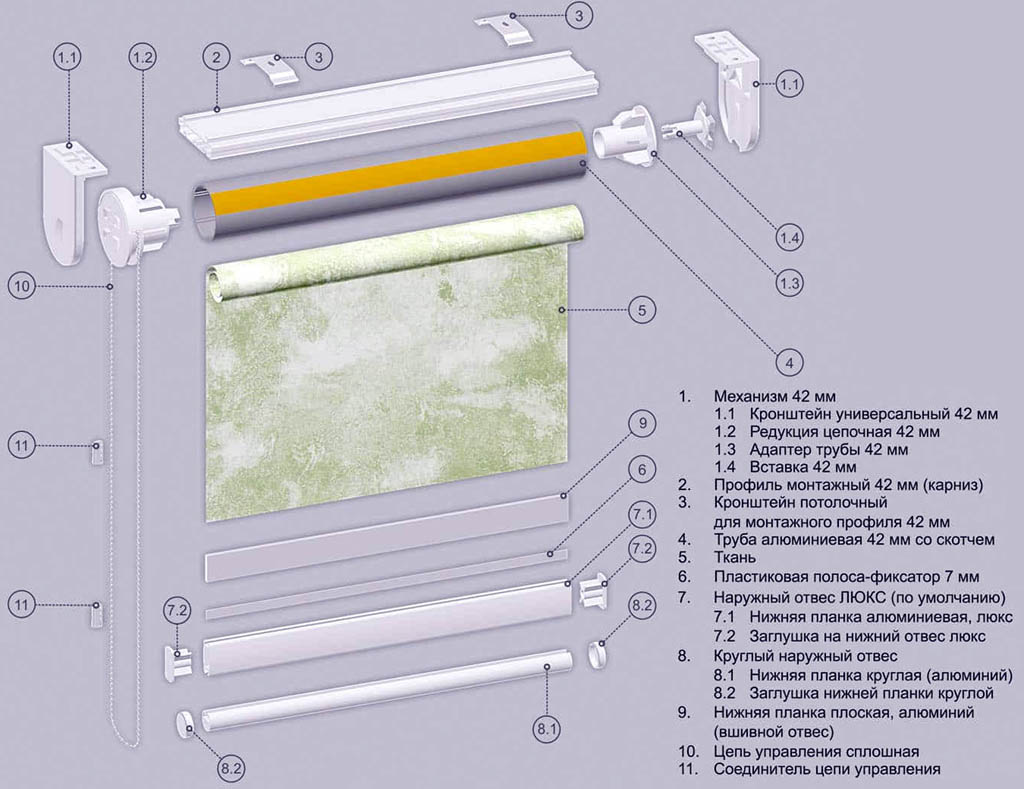
Содержание:
- Инструменты для контроля размеров сварных швов
- Типы сварочных соединений и геометрия угловых стыков
- Правила работы
- Методика расчета соединений
- Как на чертежах изображают сварочные швы
- Вопрос 25. Конструктивные требования к сварным соединениям.
- Коэффициент прочности шва
- Как вычислить размер катета для соединения 1 м
- ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
- Примеры условных обозначений
- Возбуждение дуги
- Другие виды сварки
- Геометрия
- Брак
- Что в сварочном соединении обозначает катет
Инструменты для контроля размеров сварных швов
Геометрические параметры сварочных соединений определяются с помощью специальных инструментов, позволяющих с минимальными погрешностями измерить основные показатели и характеристики, выполненных технологией сваривания конструкций.
К числу таких инструментов принадлежат типовые шаблоны, универсальные устройства и измерители, принцип действия которых состоит на замерах одного конкретного параметра.
У каждого профессионального сварщика должен быть в наличии набор измерительных инструментов для проведения замеров для предварительных расчетов перед процессом сваривания, а также определения качества шва готовой конструкции.
Типы сварочных соединений и геометрия угловых стыков
Место сцепления деталей, созданное посредством расплавления и последующего остывания металла, называют сварочным швом. В зависимости от конфигурации и варианта расположения заготовок швы разделяются на стыковые и угловые. Первая разновидность в одной плоскости соединяет торцами два элемента, вторая — образует угол между свариваемыми заготовками.
Основными геометрическими параметрами угловых соединений являются:
- толщина, состоящая из глубины провара и выпуклой части;
- ширина — размер наваренной между двумя деталями линии в поперечном сечении;
- высота — расстояние между началом стыка и гипотенузой;
- выпуклость — длина линии, проведенной от гипотенузы до самой высокой и выпуклой точки шовного стыка;
- корень — максимально удаленная от поверхностей стыкуемых элементов часть наплавления;
- глубина провара — определяется по заполненному металлом зазору без учета выпуклости;
- катет шва при сварке — расстояние между кромкой соединения и поверхностью второй заготовки.
Есть ряд специалистов, особенно начинающих сварщиков, которые попросту не понимают, что такое катет сварного шва и считают, что для повышения прочности стыка достаточно увеличить объем наплавки. Но такое мнение является большой ошибкой и чем больше металла наплавлять, тем высшие риски перегрева материала.
Правила работы
Как и другие виды сварочных работ, горизонтальные швы нужно производить с внимательностью. Вы не должны забывать о правилах техники безопасности, чтобы оградить себя от травм.
Выберите специальную одежду, которая изготовлена из огнеупорных материалов. Обувь возьмите прочную, а голову покройте грубой каской. Не забывайте и о защите рук: на них всегда должны быть рабочие перчатки.
Защитная маска на лице – ещё один атрибут сварщика. Перед началом всех работ проверяйте свой аппарат на исправность и корректность. Кабели должны быть изолированы и отвечать всем техническим требованиям.
Методика расчета соединений
Различают несколько разновидностей сцеплений металла и для каждой из них расчет сварного шва проводится индивидуально. В зависимости от расположения свариваемых деталей соединения разделяются на:
- угловые, когда перпендикулярно одна к другой располагаются свариваемые детали. Для повышения прочности конструкции необходимо правильно определить предельные усилия на сварной угловой шов;
- стыковые. Здесь соединяются торцы деталей, при этом одна часть выступает продолжением второй. Такой способ сцепления сопровождается минимальными показателями концентрации напряжения и считается самым рациональным. Швы могут быть прямыми и косыми;
- нахлесточные, при которых элементы деталей немного накладываются один на другой. Как правило применяют такую технологию при сваривании металлов, толщина которых не превышает 5 мм, когда необходимо укрепить шов;
- тавровые. Внешне напоминают угловые. Скрепляемые элементы располагаются под прямым углом друг к другу, но соединяются торцами. При производстве металлоконструкций такие стыки применяются довольно часто. Им характерна простота исполнения, экономичность и высокая прочность. Для качественного выполнения такого типа соединений хорошим помощником будет методичка, расчет таврового сварного соединения по ней можно выполнить с безупречной точностью, и избежать возможных ошибок.
Как рассчитывают сечение сварного углового шва или других видов соединений? Существуют общепринятые формулы, по которым проводится расчет сварочных швов разных стыков. Также в свободном доступе в интернете есть специальная программа расчета сварных соединений, по которой при введении необходимых параметров можно получить требуемый результат.
Как на чертежах изображают сварочные швы
Требования к разработке рабочей документации и условное обозначение сварных швов на чертежах регламентированы единой системой конструкторской документации (ЕСКД).
Вне зависимости от способа сварки используется два основных типа линий, которыми обозначают сварные швы на чертеже:
- сплошные — для наружных видимых стыков;
- штриховые (пунктирные) — для невидимых соединений.
На представленном ниже фото можно увидеть какой линией изображают видимый сварной шов на чертеже и невидимый.
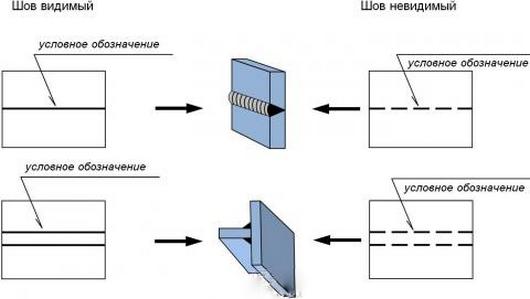
В обеих случаях обязательно должна быть выносная линия со стрелкой, указывающая на место расположения шва. Если стрелка указывает на видимый стык, то условное обозначение размещается над ней, когда невидимый — под ней.
Когда стык выполняется несколькими наложенными друг на друга проходами, то его называют многопроходной сварной шов, на чертеже при его обозначении указывается количество проходов.
Все соединительные стыки могут выполняться:
- односторонними. Образуются при сваривании деталей только с одной стороны поверхности, изображаются символами SS;
- двухсторонними. При создании такого типа соединений источник нагрева по верхней и нижней поверхностях поочередно перемещается и корень стыкового шва расположен внутри сечения. Символом BS изображается такая сварка на чертеже.
Чтобы обеспечить оптимальную глубину при сварке методом плавления необходимо осуществлять разделку кромок. При этом форма, угол вскрытия, притупление, ширина зазора и другие параметры зависят от сварочной технологии и толщины материала. Наиболее часто встречающиеся разделы кромок приведены на картинке ниже.

По характеру выполнения сварочные соединения разделяются на точечные, прерывистые и сплошные. Обозначение на чертеже прерывистого сварного шва являет собой сплошную линию при видимых стыках и штриховую — при невидимых. Прерывистые стыки создаются в шахматном порядке или цепными.
При любой сварочной технологии обозначение точечной сварки на чертеже выполняется знаком «+», который состоит из сплошных линий. Одиночные невидимые точки на конструкторских схемах не отображаются.
Таблица стыковых соединений
| Характер стыков | Без скосов | Скос на одной кромке | Скос на двух кромках | Два симметричных скоса на обеих кромках |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонние соединения с применением прокладки |
Таблица сварных швов углового типа
| Характер шва | Скос отсутствует |
| Односторонний | |
| Двусторонний | |
| Выполненный впритык односторонний | |
| Выполненный впритык двусторонний |
Таблица выполненных внахлестку стыков
| Характер стыкового соединения | Без скоса |
| Как выглядит двусторонний стык | |
| Обозначение прерывистого сварного шва |
Согласно общеустановленных международных стандартов швы также различаются между собой в отношении пространственного положения:
- вертикальные и горизонтальные;
- сваренные в нижнем положении и потолочные.
Учитывая положение стыка существуют также разные способы снятия кромок. Если тщательно зачистить и подготовить кромки перед сварочным процессом, то соединительный стык будет обладать рядом преимуществ:
- экономичность. Количество используемого для наплавления металла сводится к минимуму;
- эффективность. Намного быстрее выполняется сваривание за один проход;
- прочность. В полученном сварном соединении прочностные характеристики нисколько не уступают показателям прочности, которыми обладает основной металл.
Чтобы получить в процессе сварки результат с исключительным качеством, то обязательно нужно указывать в технической документации тип сварочного стыка и вид снимаемой кромки.
Вопрос 25. Конструктивные требования к сварным соединениям.
Для
обеспечения высокого качества и надежной
работы сварных соединений они должны
отвечать ряду требований, диктуемых
возможностью и удобством производства
сварки, возможным уменьшением сварочных
напряжений и деформаций, полноценной
работой сварных швов в различных видах
соединений и т. д. Все эти требования
должны учитываться при проектировании
металлических конструкций.
Швы
должны иметь наименьший катет и
выполняться строго по расчету. Катет
стыковых швов диктуется толщиной
соединяемых, элементов и принимается
равной меньшей из них (при разных их
толщинах).
Наименьший
катет угловых швов 4 мм,
дальнейшая градация 5, 6, 7, 8, 10 мм и далее
через 2 мм. Угловые швы толщиной свыше
20 мм имеют большие внутренние напряжения,
и применять их не рекомендуется.
Катет
угловых швов
определяется расчетом.
Наибольший
катет углового шва в зависимости от
толщины соединяемых элементов может
быть принята
= 1,2t
(t
— наименьшая из толщин свариваемых
элементов). Кромки прокатных профилей
имеют с одной стороны закругления,
поэтому наибольшая катет углового шва
вдоль этих кромок принимается несколько
меньшей, чем толщина пера или полки
профиля. Наибольший катет углового шва
вдоль обушка уголка может достигать
1,2 t
(t—
толщина полки уголка).
При
ручной сварке за один проход может быть
выполнен шов катетом до 8 мм. В поперечном
сечении угловые швы должны иметь
соотношение катетов шва 1:1. Чтобы
уменьшить концентрации напряжений в
конструкциях, воспринимающих динамические
и вибрационные нагрузки или при
статической нагрузке, ноэксплуатируемых
с расчетной температурой ниже –40°С , а
также в любых конструкциях из высокопрочных
сталей в лобовых угловых швах соотношение
катетов принимают 1:1.5, при этом больший
катет должен быть направлен вдоль
усилия, воспринимаемого соединением.
Наименьшая
расчетная длина
углового
шва должна быть не менее
и
не менее 40 мм из-за
наличия непровара в начале и в конце
шва. Наибольшая
расчетная длина фланговых угловых швов
должна быть не более
,
так как фактически напряжение в шве по
длине распределяется неравномерно, то
при очень длинных швах его крайние точки
могут быть перенапряжены, а средняя
часть не полностью включена в работу.
Это
ограничение не распространяется на те
фланговые швы, в которых усилия передаются
по всей длине шва, например на поясные
швы сварных балок.
Конструктивная
длина шва, т.е. та длина, которая указывается
на чертежах, принимается примерно на
10 мм больше расчетной длины (определенной
по расчету), так как начало и конец шва
могут иметь непровар и кратер, поэтому
участки по 5 мм у концов шва в расчете
учитывать не следует.
Если
в конструкции применяются прерывистые
швы, то для обеспечения надежной
совместной работы соединяемых элементов
расстояние между участками швов в свету
должно быть не более 15t
в сжатых элементах и не более 30t
в растянутых и нерабочих элементах (t
– наименьшая толщина соединяемых
элементов).
Напуск
в соединениях внахлестку должен быть
не менее 5t
наиболее тонкого из соединяемых
элементов, иначе в швах могут образоваться
трещины, вызванные сварочными деформациями.
При
соединении встык листов различной
толщины, если разница в толщинах не
сталей превышает 4 мм и величина уступа
не превышает 1/8 толщины более тонкого
листа, стык может быть выполнен без
скоса кромокдля
сталей (для более прочных соответственно
2 мм и 1/12).
В
противном случае для плавного перехода
усилий в стыке необходим односторонний
или двусторонний скос
кромок
с уклоном не более 1/5.
Следует
избегать пересечений сварных швов,
близкого их расположения друг к другу
и образования швами замкнутых контуров.
Коэффициент прочности шва
Это показатель φ, являющийся отношением между собой прочностей сварной дорожки и основного материала. Его значение нормировано и определяется способом сварки и конструкцией стыка. Он принимается на основании Правил Госгортехнадзора и отражается в приложениях ГОСТов Р52857.1-2007, 14249-89 и 34233.1-2017.
Таблица 1. Коэффициенты прочности сварочных швов
| Тип сварного соединения | Значение φ | |
| Контролируемый участок от общей протяженности шва: | ||
| 100% | 10-50 % | |
| Стыковое одностороннее, выполненное ручной сваркой | 0,9 | 0,65 |
| Тавровое, с конструктивно предусмотренным зазором между деталями | 0,8 | 0,65 |
| Встык одностороннее, производимое с подкладкой из флюса или керамики, автоматической или полуавтоматической сваркой | 0,9 | 0,8 |
| Втавр или встык со сплошным двусторонним проваром, выполняемый автоматикой или полуавтоматикой | 1,0 | 0,9 |
| Стыковое с подвариванием корня шва или тавровый со сплошным проваром с 2 сторон, выполненные ручной сваркой | 1,0 | 0,9 |
| Одностороннее встык, во время сварки имеет со стороны корня шва металлическую подкладку, прилегающую к основному материалу по всей длине шва | 0,9 | 0,8 |
Коэффициент прочности для дорожек, паянных мягкими и твердыми припоями с использованием аппаратов из цветных металлов, составляет 0,7 для композиционной пайки, 1 — для однородной.
Как вычислить размер катета для соединения 1 м
При выполнении сварочных работ в домашних условиях достаточно измерить превышающую толщину материала на 1-1,15 мм сторону и примерно определить по ней катет сварного шва, таблица с готовыми параметрами также станет хорошим помощником начинающим сварщикам. Но выполненные таким образом расчеты довольно условные, основанные на предпосылках.
Работающим на крупных промышленных предприятиях профессиональным сварщикам не нужно объяснять, что такое катет при сварке шва и какова его важность. Главной целью проектных расчетов при массовом производстве объектов и конструкций из металлических сплавов является определение подходящего размера спая по отношению к конкретным показателям осевого напряжения и растяжения материала
Для расчета размера наплавленной присадки соответственно нагрузки на растяжение применяют следующую формулу: L = F/ ρ x , в которой L – длина наплавленного спая, F — будущая нагрузка на сварочное соединение, которой шов будет подвергаться, Ρ — максимально допустимая нагрузка на стык в процессе эксплуатации готового изделия.
Для вычисления по осевому напряжению приемлемой протяженности существует другая формула:L = F/0,7K x ρ
Как определить катет сварного шва из этой формулы? Путем простых математических действий можно вывести новую формулу, по которойК = 0,7 х L х ρ
Учитывая то, что нам необходимо определить габариты катета для одного метра шовной наплавки, то конечный результат будетК = 0,7 х ρ
Если внимательно проанализировать приведенный порядок расчета, очевидным становится вывод — размер катета напрямую зависит от значений допустимой нагрузки на соединительный шов. Узнать допустимые нормы нагрузок при сваривания разными методами можно с помощью специальных таблиц.
Уже на этапе разработки проектной документации необходима толщина сварочного шва, расчет показателя выполняется с учетом:
- класса и разновидности сварки;
- марки используемых электродов;
- допустимой действующими нормами нагрузки;
- показателей осевого напряжения и растяжения;
- высоты усиления сварного шва.
На основании этих значений создается чертеж соединительного стыка, уточняются размеры и технические характеристики стыкуемых элементов. Также в процессе проектирования конструкции исчисляется катет шва по наименьшей толщине свариваемых деталей, что дает возможность оптимизировать себестоимость и повысить качество сварочного процесса.
ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают: видимый — сплошной основной линией (черт.1а, в); невидимый — штриховой линией (черт.1г).
Черт.1-4
Черт.1
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (черт. 1б), который выполняют сплошными линиями (черт.2).
Черт.2
Невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт.1). Линию-выноску предпочтительно проводить от изображения видимого шва.
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт.3).
Черт.3
1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт.4).
Черт.4
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.
Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2
Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3
Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4
В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом. Шов как бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с использованием неплавящегося металлического стержня. Катет шва равен 6 миллиметров, а длина шва составляет 50 миллиметров, с шагом в 100 миллиметров (обозначается буквой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывистого соединения.
Пример №5
В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Возбуждение дуги
Первый раз зажигание дуги осуществляется до того, как начнется процесс сварки. Затем это необходимо повторять каждый раз, как она погаснет. Возбудить дугу можно, коснувшись электродом поверхности свариваемого металла и быстро отведя его назад. Если это действие будет замедленным, электрод может привариться к поверхности. Оторвать его в этом случае придется резким поворачиванием в разные стороны.
Можно также быстро провести электродом по поверхности или постукивать им. Качество сварки во многом зависит от длины дуги. При оптимальной величине появляется характерное потрескивание. Слишком длинная дуга будет гореть с шипящим звуком и не дает достаточную глубину.
Короткая дуга хорошо подходит для вертикальной сварки. Чересчур короткая грозит прилипанием электрода. При необходимости взять новый электрод или преждевременном погашении дуги надо повторить ее розжиг, убрав предварительно со шва окалины. На протяжении всего процесса длина дуги должна быть постоянной.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Геометрия
При проведении сварочных работ на производстве, параметры и прочность будущего соединения рассчитывается предварительно при помощи специальных формул. Во время сварки в домашних условиях пользуются шаблонами, а минимальный размер шва зависит от толщины металлических заготовок. В этом разделе будут представлены различные виды сварочных соединений, в зависимости от расположения в пространстве.
Пространственное положение
Сварочные швы подразделяются на четыре вида:
- Нижнее расположение.
- Горизонтальные швы, например, на стене.
- Вертикальные соединения.
- Потолочное положение.
Первый вариант наиболее удобный, т. к. легко контролировать сварочную ванну, именно этот метод выбран для обучения новичков. Другие виды связаны с определёнными техническими нюансами и специфическими требованиями по исполнению.
По очертанию
Сварные соединения или швы подразделяются на следующие виды:
- фланговый или продольный, при этом требуются тщательная предварительная подготовка — зачистка заусенцев, сглаживание неровностей кромок и обезжиривание поверхности;
- лобовой или поперечный шов — усилие направлено по оси;
- комбинированные соединения;
- косой шов — ось направлена под углом к направлению сварки.
Кроме, обозначенных сварочных соединений часто встречаются кольцевые швы, когда сварка производится по окружности изделия с высокой точностью и предельной аккуратностью.
Наклон электрода
Плавящийся стержень с обмазкой ведут под разными углами, т. к. выбор наклона зависит от вида материала, пространственного расположения заготовок и толщины.
Углом вперёд
Электрод располагается под углом 30—60, при этом обмазка при плавлении образует защитный шлак и защищает сварочную ванну от окисления.
Под прямым углом
Постоянно держать в одном положении электрод довольно трудно, поэтому такой метод требует определенных навыков от исполнителя. Применяется в труднодоступных местах, исключающих другой тип наклона.
Углом назад
Аналогично первому варианту, только наклон осуществляется в противоположную сторону, расплавленный шлак вытесняется из места проведения сварки и остывает вне сварочной ванны.
Для каждой категории электродов подбирается угол, который обеспечивает оптимальный режим сварки, а шлак должен сразу накрывать расплавленный метал шва, обеспечивая безопасное остывание.
Траектория движения
В зависимости от наполнения существует несколько способов ведения шовной сварки:
- В виде треугольника — надёжно проваривается корень шва. Используется для металлов толщиной более 6 мм, при этом происходит полный разогрев средней части соединения.
- Ломаная линия или зигзаг — для сварки изделий толщиной менее 6 мм, высокое качество достигается при соединении встык и нижнем пространственном положении.
- Движения в виде эллипса или овала — обеспечивают надёжный разогрев обеих поверхностей деталей.
Важно и точное движение сердечника, влияющее на разогревание стыка и полное заполнения шва. Таких движений существует также три варианта:
- поступательный вид, направление по оси сердечника, дуга при этом поддерживается постоянного размера, а скорость — оптимальная для сварки конструкций;
- электрод двигается по прямой линии вдоль оси шва, сварщику удобно контролировать время расплавления металлов и обеспечить нужный катет шовного соединения;
- поперёк шва под углом в 45 делаются колебательные движения, такой способ обеспечивает надёжность разогревания кромок заготовок.
Главное, нельзя чтобы расплавленный шлак опережал электрод, но и большое количество его за стержнем недопустимо.
Брак
Дефекты в сварке встречаются у начинающих исполнителей: кривые швы, неровное заполнение промежутков между конструкциями — это происходит из-за неравномерного движения электрода, который гуляет в руке неопытного сварщика. Второй причиной брака является неправильный выбор соотношения силы тока и напряжения или большое расстояние между электродом и свариваемым металлом.
Существуют такие названия бракованного шва, как непровар:
- отсутствует качество обработки кромок;
- слабая сила тока;
- скорость движения слишком быстрая.
Прожог:
- большая ширина зазора;
- излишняя сила тока;
- малая скорость движения электрода.
Поры и наплывы появляются из-за остатков ржавчины или грязи на стыках, когда сквозняки сдувают защитный газ и кислород окисляет незастывший металл. Еще один дефект — трещины, которые существенно уменьшают прочность шва и способствуют его быстрому разрушению. При обнаружении трещин следует наложить шов сверху или удалить его полностью и повторить операцию.
Что в сварочном соединении обозначает катет
Лучшим способом получить выносливые и долговечные соединения изделий из металлов является их сваривание. Но состыковка отдельных деталей в цельные конструкции должна осуществляться в соответствии действующих нормативов. Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
Что такое катет в сварке и какие функции он выполняет в готовых изделиях? Если рассматривать образуемый угловой сваркой стык в разрезе, то в идеале он должен воссоздавать равнобедренный треугольник. Расстояние от начала одного стыкового соединения до конца второго обозначает катет сварочного шва.
Другими словами, катет шва при сварке — это длина плоскости наибольшего треугольника с равными сторонами, который не выходит за пределы поперечного сечения.
От величины катета напрямую зависит прочность шовного соединения. Например, недостаточной прочность будет при минимальной величине катета из-за небольшой площади сечения, а при чрезмерно большом значении может возникнуть деформация металла по причине увеличенного объема наплавки. Также большая величина влечет за собой повышенный расход электроэнергии и используемых при сваривании материалов.