Соединение проводов пайкой при электромонтаже
Содержание:
- Что это такое?
- Технология процесса
- Какое сечение выбрать
- Используемые электроды
- Технология сварки скруток медных проводов
- Готовимся, приобретаем, запасаемся
- Тип припоя
- Начинаем варить
- Использование винтовых контактных зажимов
- Что нужно для сварки в домашних условиях?
- Способы соединения проводов
- Пайка с помощью тигля и горелки
- Порядок проведения работ в земле и воде
- Скрутка
- Что потребуется
- Нюансы выбора
- Подготовка соединения
- Подготовка
- Принцип работы инвертора и его подключение
- Опрессовка соединительной гильзой
Что это такое?
При работе сварочного инверторного аппарата должна быть выбрана его полярность – другими словами, нужно определить, к какому гнезду с «+» или с «-» будет подключен сварочный электрод, а к какому – заготовка для сварки. От выбора порядка подключения электрического тока напрямую зависит полярность, которая бывает прямой и обратной.
Прямая полярность при электросварке инверторным сварочным аппаратом выбирается следующими действиями:
- к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»;
- к другому разъему со знаком «-» через держатель подключают сварочный электрод.
Переменный или постоянный электрический ток, так же как и его полярность, определяется местоположением катодного и анодного пятна. Во время выполнения сварочных работ посредством прямой полярности заготовка будет сильно разогреваться, так как на ней сформировано анодное пятно, генерирующее огромный объем тепловой энергии такой интенсивности, что может расплавиться даже сама заготовка.
Особенности обратной полярности сварочного инвертора состоят в том, что присоединение клемм электрода и массы будет поменяно местами. К разъему со знаком «+» подключают сварочный электрод, а к разъему со знаком «-» – металлическую рабочую заготовку. В этом случае генерирование тепловой энергии, или как его еще называют «анодное пятно», будет обнаруживаться на конце сварочного электрода.
Подключение прямой или обратной полярности осуществить вручную возможно только при работе инвертора в режиме постоянного электротока, тогда как в режиме переменного тока смена полярностей на сварочном аппарате происходит в автоматическом режиме по несколько раз за 1 секунду.
Перемена места положения анодного пятна дает возможность выбора наиболее благоприятного режима работы для различного типа заготовок. Например, если нужно сварить чугунные или нержавеющие стальные заготовки, то выбирается режим обратной полярности. А для сварки алюминия нужен деликатный режим прямой полярности, необходимый для быстрого удаления окислительной пленки.
Для выполнения электросварки конкретных сплавов металла существуют определенные режимы настройки инверторного сварочного аппарата. Их выбор зависит от показаний температуры плавления металла и применяемого флюса. В случае, когда электросварочные работы выполняются с применением угольных электродов, применяется режим прямой полярности, так как нельзя допускать, чтобы флюс перегревался и приводил сварочный электрод в непригодность.
Бывает и так, что для металла и сварочного электрода подходят противоположные по полярности настройки сварочного аппарата. В этом случае приходится подбирать оптимальное сочетание рабочих параметров инвертора, совмещая их с показателями силы электрического тока. В такой сложной ситуации следует учитывать рекомендации по использованию инверторного сварочного аппарата, которые имеются в его технической документации.
Технология процесса
Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Далее на провода подается «масса» и кратковременными касаниями электродом конца скрутки, возбуждается дуга, которая и оплавляет медные жилы. Время действия дуги не должно превышать 1-2 с, иначе скрутка сильно разогреется, изоляция может оплавиться.
В результате сварки, на конце скрутки должен получиться однородная застывшая капля металла в форме шара. Остывшее соединение изолируют любым допустимым способом. На данный момент популярна термоусадочная трубка, которую предварительно надевают на один из проводов.
Какое сечение выбрать
Выбирая провод по площади сечения, не надо забывать о другом показателе. Это уровень сопротивления провода. Оно не может быть изменено. Удельное объемное сопротивление проводника для материала неизменно.
Сечение кабеля и его длина находятся в прямой зависимости. Во сколько раз увеличивается длина медного провода, во столько же раз надо увеличить площадь его сечения.
Выполняя все перечисленные условия, можно смело использовать удлиненный сварочный кабель, не боясь негативных последствий. Сварочный ток для дуги будет соответствовать нужным параметрам, агрегат будет работать без превышенной нагрузки.
Используемые электроды
Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Угольные электроды дают дугу более высокой температуры, чем графитовые, что позволяет использовать их при минимальных сварочных токах. Они удобны и при использовании самодельных маломощных сварочных аппаратах.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
для соединения проводников сечением 1,5 мм2:
— скрутка из двух проводов – 70 А;
— из трех – 80 А;
с сечением 2,5 мм2:
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец – 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37
Олово – 61 |
4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3
Олово – 33,3 |
– | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25
Олово – 50 |
– | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1
Олово – 6,9 |
– | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50
Свинец – 25 Олово – 12,5 |
– | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Использование винтовых контактных зажимов
Соединение медных и алюминиевых проводов
Этот метод быстр, прост и эффективен. А что самое главное, такими зажимами можно объединить разнородные металлы. Например, если вам нужно соединить алюминиевый и медный проводники, что само по себе, как известно, противопоказано. Такие зажимы очень просты и компактны, а их стоимость может вас приятно удивить.
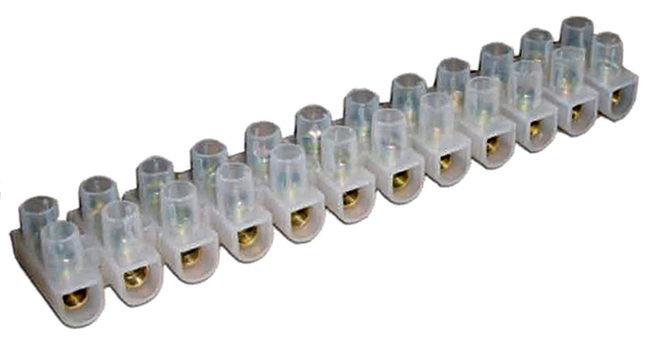
Клеммные колодки
Для соединения проводов зажимами нужно осуществить только 2 шага:
- Снять 5 мм изоляции.
- Вставить в зажимы и затянуть винт.
Подплавленные контакты клеммной колодки
Вот и все, как видите, все очень просто и быстро
Важно только контролировать силу, с которой вы зажимаете. Если закрутить винт слишком сильно, можно повредить жилы
Особенно нужно быть внимательными при работе с алюминиевыми проводами.
Обжимные наконечники
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения
При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Способы соединения проводов
Существует несколько методов соединения электропроводов. Вы можете выбрать наиболее удобный и подходящий для вашего случая вариант.
Скрутка
Скрутка
В настоящее время соединение кабелей в распределительных коробках по методу скрутки запрещено – оно считается крайне ненадежным по сравнению с другими существующими вариантами. Выбирая скрутку, вы осознанно принимаете всю возможную ответственность на себя.
Как правильно делать сращивание и ответвление проводов с помощью скрутки
Само соединение выполняется предельно просто: с проводов счищается примерно 10 мм изоляции, а после они аккуратно накручиваются друг на друга. При соединении проводов диаметром до 1 мм выполняем не менее 5 витков, в случае скрутки более «серьезных» кабелей – от 3 витков.
Опрессовка
Инструмент для опрессовки
Популярный вариант соединения. Выполняется с использованием специальной гильзы по размеру пучка проводов. Материал гильзы также должен соответствовать материалу изготовления кабелей.
Для обжима изделия применяются пресс-клещи для опрессовки гильз. Народные умельцы нередко пытаются выполнить обжим с помощью пассатижей, однако профессионалы рекомендуют от такого варианта воздерживаться, т.к. соединение будет не таким надежным.
Работа выполняется в следующем порядке.
Снимаем с проводов изоляцию, ориентируясь на длину используемой гильзы.
Второй шаг
Скручиваем провода в пучок и вводим их в соединитель.
Обжимаем гильзу с проводами пресс-клещами.
Процесс опрессовки
Выполняем изоляцию готового соединения термоусадкой либо обычной изолентой.
Процесс опрессовки
Сварка
Сварка
После выполнения такого соединения получается по сути цельный провод, которому не страшны ни процессы окисления, ни другие негативные воздействия, характерные для разъемных способов.
Для соединения проводов по методу сварки нужно подготовить следующее:
- сварочный аппарат на 24В мощностью от 1 кВт;
- флюс;
- угольный электрод;
-
защитные средства (перчатки, маску/очки).
Схема сварки проводов
Работаем в таком порядке.
Снимаем с кабелей изоляцию и зачищаем жилы до блеска. Для этого используем наждачную бумагу.
Второй шаг
Соединяем провода по методу скрутки.
Насыпаем флюс в углубление нашего электрода.
Аппарат для сварки скруток ТС 700 2
Включаем сварочный аппарат, прижимаем электрод к кабелям и держим до образования шарика — т.н. «контактной точки».
Пятый шаг
Сварка
Очищаем полученную контактную точку от флюса и покрываем ее лаком.
В завершение нам остается лишь заизолировать готовое соединение.
Пайка
Пайка
Порядок действий остается таким же, как и при соединении проводов сваркой. Отличие лишь в том, что кабели соединяются при помощи припоя, расплавленного паяльником. Расплавленный припой должен затекать внутрь скрутки.
Также не рекомендуется использовать пайку в местах возможных механических нагрузок на соединение.
Винтовые контактные зажимы
Винтовые контактные зажимы
Отличный метод быстрого и простого соединения проводов в распределительной коробке. Компактные недорогие зажимы позволяют выполнять соединение как однородных, так и разнородных проводников.
Работа выполняется в два простых шага. Нужно сделать следующее:
- счистить с концов проводов примерно по 5 мм изоляции;
- вставить провода в зажим и затянуть винтом.
Болтовые соединения
Болтовые соединения
Оконцевание проводов
Соединение надежное, но очень громоздкое. Подходит для таких же громоздких коробок старого образца. В современной коробке болтовое соединение может попросту не поместиться.
Работа выполняется в следующем порядке.
Второй шаг
Сверху надеваем на болт один из соединяемых проводов. Предварительно нужно счистить изоляцию и сформировать из кабеля колечко. Со вторым проводом заранее делаем то же самое.
Пятый шаг
Надеваем последнюю шайбу и затягиваем соединение гайкой.
Разумеется, болтовое соединение также нуждается в изоляции, которая не лучшим образом отразится на его размерах.
Методика использования УЗО
Самозажимные соединения
Наиболее современный и популярный на сегодняшний день вариант. Зажимы предельно просты в использовании. Помимо этого, внутри подобных соединений изначально присутствует паста, исключающая риск окисления металлов, что позволяет безо всяких опасений вставлять в клипсы разнородные проводники.
Работаем в таком порядке.
Самозажимные соединения
Первый шаг. Снимаем примерно по 10 мм изоляции с каждого провода.
Второй шаг. Поднимаем вверх рычажок клипсы.
Третий шаг. Вставляем проводники в соединитель.
Четвертый шаг. Опускаем вниз рычажок.
Зажимы без рычажков просто защелкиваются.
Самозажимные соединения
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводов
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Порядок проведения работ в земле и воде
Не так уж редко возникает необходимость в прокладке электропроводки под землей или под водой. Коротко остановимся на особенностях выполнения электромонтажных работ в этих условиях.
Провода могут прокладываться в воде, например, при монтаже погружного насоса. В этом случае нужна пайка концовок проводов. Далее соединение обрабатывается изоляционным материалом (термоклеем), а поверх надевается термоусадка. При соблюдении технологии стык получится очень надежным и безопасным. Однако стоит допустить небрежность, и дело закончится коротким замыканием.
Проводка в земле защищается таким же образом, как описано выше, однако, чтобы получить безопасное соединение, можно использовать более продвинутую методику. Концы кабеля следует прижать клеммной колодкой, а герметичную распредкоробку залить силиконом. Подземную магистраль рекомендуется разместить в прочном коробе или трубе, чтобы предотвратить акты вредительства со стороны грызунов. Поврежденные концовки кабелей лучше всего стыковать при помощи муфт.
Скрутка
Скрутка проводов
Такие скрутки в распределительной коробке официально запрещено. В седьмом издании нормативного документа ПУЭ, 2 глава, пункт 2.1/21 перечисляются все виды допустимых соединений, но в них нет скрутки. И это не удивительно, так как такой контакт чувствительно к импульсному току и имеет большое переходное сопротивление. Со временем контакт будет ухудшаться и просто выгорит. Из-за того, что площадь соприкосновения небольшая, при сильной нагрузке происходит нагрев, и контакт еще больше ослабляется.
Этот вариант выбирают из-за его простоты. Достаточно всего лишь зачистить 10–20 мм изоляции и скрутить провода друг с другом при помощи плоскогубцев. Так делали наши отцы и прадеды. Но такое соединение часто бывает ненадежным, особенно если используется алюминиевая жила.
Что потребуется
Для выполнения сварочных работ в распределительном электрическом щитке необходимо иметь сам аппарат. Большинство людей предпочитает приобретать инверторные сварочные аппараты. Они небольшие по размерам, удобные при транспортировке, не тяжелые. Также большинство моделей имеет закрепленный ремень для удобной переноски. Инверторные приборы потребляют умеренный объем электроэнергии, что не влияет на существенные перебои напряжения в электрической сети. Средняя мощность – 1 кВт.
Затем для работы понадобятся сварочные электроды. Обычно для сварки используют графитовые и угольные электроды. В основе электрода находится медный стержень. Также необходим флюс, который нужен для сварки конструкции. Обязательно нужно помнить, что при работе со сваркой, нужно надевать защитные очки и перчатки.
Дополнительно следует приготовить расходный материал, который может понадобиться при монтажных работах – изоляционная лента, шурупы. Для очистки и скрутки нужен нож и пассатижи. Сварочный аппарат можно заменить похожим по действию устройством. Иногда применяют трансформатор для сварки проводов. Если его нет, то люди, которые разбираются в электротехнике, могут его изготовить самостоятельно.
Нюансы выбора
Изначально следует четко определиться с целью покупки и бюджетом. Нет смысла приобретать узкопрофильную модель для медных скруток, если планируется редкое использование в бытовых условиях. Если уж и есть необходимость, то намного целесообразнее просто его арендовать. Однако если сваркой приходится заниматься часто или с этим сопряжена профессиональная деятельность, то без аппарата никак.
Универсальный инвенторный прибор – хорошее решение для дома. Причем такой аппарат позволяет варить не только медные скрутки. Возможности устройства довольно велики. Стоит только понять, что для сварки скруток потребуются и навыки.

Другие важные нюансы выбора.
- Функция «горячий старт» упрощает работу.
- Для бытового использования достаточно силы тока менее 160 А. Это позволит делать скрутки из медной проволоки диаметром до 5 мм.
- Защита от залипания и перепадов напряжения в сети сделает использование более простым и безопасным.
Стоит отметить, что сварочный инвертор довольно дорогостоящий аппарат, нередко создающий помехи в сети. Однако именно такая модель хорошо подойдет мастеру без особого опыта и навыков. Новичок сможет максимально быстро и эффективно освоить мастерство сварки. Опытные же мастера все чаще используют самодельные аппараты вместо покупных изделий. Есть возможность в одном устройстве собрать все необходимые возможности и опции.

Подготовка соединения
В отличие от традиционных методов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников внутри распредкоробки возможна лишь после их скручивания.
Перед свариванием скрутки концы каждого провода должны быть тщательно зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает удобную для работы длину формируемой скрутки.
Получаемая после зачистки длина оголённых частей согласно требованиям ПУЭ должна составлять около 5-ти см, что исключает чрезмерный нагрев и плавление проводов в процессе сварка.
Для лучшего понимания особенностей сварки проводов своими руками желательно ознакомиться с правилами выбора используемого оборудования. Для этого, надо рассмотреть два важных вопроса: какие типы сварочного оборудования применимы в данных условиях, а также какие электроды для сварки оптимально подходят для заявленных целей.
Подготовка
Металл перед угольной сваркой нужно тщательно подготовить. Любые поверхности зачищают основательно. Если есть существенные неровности, их придется зашлифовать. Силу тока надо настраивать очень тщательно. Она должна строго соответствовать диаметру применяемых электродов.
Горелку и все шланги обязательно очищают, приводят в порядок. Каждый сварщик лично осматривает все используемое оборудование. При обнаружении сколько-нибудь существенных неполадок их надо устранить. Если этого сделать нельзя, придется остановить работу и воспользоваться услугами по капитальному ремонту. Нельзя заниматься сваркой в неудобных тесных условиях (впрочем, это относится не только к использованию угольных электродов).


Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Опрессовка соединительной гильзой
Опрессовка медных проводов в разрезе Довольно надежный метод, для которого потребуется приобретение соединительной гильзы. Вам нужно подобрать ее исходя из диаметра соединяемого пучка. В зависимости от проводов, которые вы соединяете, выбирается материал самой гильзы. Для медных проводов гильза должна быть медной, для алюминиевых – алюминиевая. Чтобы соединение было надежным, гильзу обжимают специальным инструментом, который называется пресс-клещи. Эта технология довольно эффективна и стоит, наряду с остальными методами, в нормативных документах.
Соединение опрессовкой алюминиевых проводов
Чтобы соединить таким способом вам нужно:
- Снять изоляцию, учитывая длину вашей гильзы.
- Скрутить провода в пучок и ввести их в гильзу.
- Обжать гильзу при помощи пресс-клещей.
- Место скрутки заизолировать термоусадкой или изоляционной лентой.
В такой работе использовать пассатижи не рекомендуется, так как соединение не будет достаточно надежным. Гораздо лучше купить пресс-клещи или одолжить их у добрых соседей.
Этот метод можно назвать наиболее надежным и безопасным, ведь провода соединяются при помощи сплавки и становятся одним целым. Благодаря тому, что сварка не будет окисляться, со временем такой контакт не будет ослабевать. Но чтобы осуществить такую работу вам понадобятся навыки работы с оборудованием для сварки.
Кроме умений, вы должны заготовить:
- сварочный аппарат на 24 вольта, мощностью более 1 кВт;
- сварочные перчатки для защиты кожи;
- очки или маску для сварки;
- наждачную бумагу для зачистки проводов ;
- канцелярский нож для снятия изоляции;
- угольный электрод;
- флюс, благодаря которому расплав будет защищен от воздействия воздуха.
Сварка меди с алюминием
После того как все инструменты и материалы готовы, остается только сделать сварку, что не составит особого труда. Работу можно разделить на несколько шагов:
- Снять изоляцию на 60–80 мм и зачистить их, используя наждачную бумагу. Жилы должны блестеть.
- Соединить провода методом скрутки, накрутив один на другой так, чтобы концы были на уровне друг друга. Рекомендуется делать длину не меньше 50 мм.
- Насыпать флюс в углубление вашего электрода.
- Поставить «массу» аппарата на оголенный провод, включить сварочный аппарат и прижать электрод к верхушке скрутки.
- Держите электрод до тех пор, пока не образуется некий шарик, называющийся контактной точкой. Обычно на это уходит 1–3 сек.
- Остается очистить точку от флюса и заизолировать место сварки термоусадочной трубкой или изолентой.
Такого типа соединения будут служить долго. В некоторых старых хрущевках такая сварка держалась 50 лет и стабильно выполняло свою функцию.