Лучшие сварочные полуавтоматы
Содержание:
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к «массе».
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
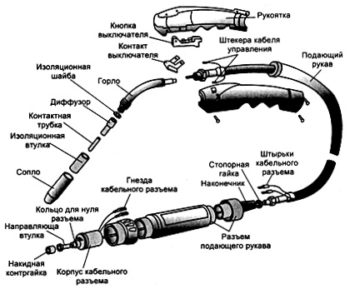
Сварочный рукав — это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй — к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом — для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки — рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя — осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.
Советы вдогонку
Как выглядит газовая горелка для сварочного аппарата?
Несколько советов от экспертов, чтобы понять, как выбрать сварочный полуавтомат для конкретных нужд: в некоторых аппаратах на горелках поставлены евро-разъёмы, которые подойдут для работы далеко не везде. Их можно сразу же сменить.
- Проверяйте механизм протаскивания проволоки. Если в нем стоит двигатель малой мощности, механизм быстро сломается. Да и ролики ля проволоки должны быть нормальных размеров – не меньше 30 х 22 х 10 мм.
- Есть модели, в которых индуктивность регулируется жестко и автоматически: или «сильно» или «слабо». Такие аппараты лучше избегать, потому что регулировка должна быть мягкой и плавной – от этого зависит качество сварочного шва.
- Регулировка индуктивности лучше не ручная, а цифровая. В этом случае намного легче и правильнее настраиваются остальные параметры.
- Дополнительным плюсом всегда выступает автоматическое отключение прибора во время перегрузки.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты. Полуавтомат сварочный с тиристорным управлением
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
-
Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. -
Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. -
Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
-
Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
-
Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. -
Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание «Электрогазосварщик». Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории «сварочные полуавтоматы» позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Технология
Сварочным полуавтоматом можно самостоятельно варить нержавейку, цветные металлы, сталь, алюминий. Для соединения заготовок из цветмета нужно правильно выбрать проволоку для выполнения сварочных работ. Например, флюс, содержащий в своем составе магний, марганец и алюминий, можно использовать для сварки алюминиевых деталей. Такая проволока дает возможность соединять тонкий металл или толстые листы
Для начинающих сварщиков важно соблюдать все этапы подготовки и технологию процесса сварки
Перед началом выполнения сварочных работ необходимо надеть защитную одежду и сварочную маску. Работы можно проводить при условии, что на расстоянии радиусом 10 м отсутствуют легковоспламеняющиеся предметы. В рабочую зону не допускаются посторонние люди без защитной экипировки.
Подготовка
Метод сварки полуавтоматическим аппаратом без газобаллонного оборудования отличается от обычного способа сварки тем, что у него другая полярность: на рабочую деталь закрепляют клемму со знаком «плюс», тогда как на электроде будет подключен «минус». Такая полярность объясняется тем, что с ее помощью удается достигнуть максимально высоких температурных условий, которые необходимы для расплавления порошкового флюса.
Еще одним важным этапом подготовительных работ является тщательная предварительная обработка поверхностей, соединяемых между собой заготовок.
Чтобы настроить сварочное полуавтоматическое оборудование, потребуется выполнить следующие действия:
- выбрать показатель устанавливаемого для работы силы тока, согласно тому, какой толщины металл потребуется соединить;
- выбрать оптимальный режим скорости подачи сварочной проволоки, чтобы она не повреждалась от натяжения во время сварки;
- перевести аппарат на прямую полярность тока;
- прокрутить проволоку вперед, открыть заслонку у воронки подачи флюса, нажать на пусковую кнопку и активизировать электрод;
- выполнить пробную сварку и при необходимости откорректировать параметры аппарата.
После того как наладка полуавтоматического аппарата будет завершена, проволока будет свободно подаваться в область сварки, а сварочная дуга будет стабильна, можно приступать к формированию соединительного шва.
Опытные специалисты рекомендуют устанавливать прижимные ролики аппарата в соответствии с толщиной проволоки. Если соблюдать это условие, проволока с флюсом будет свободно перемещаться по трубопроводу без риска застрять в подающем канале или оборваться.
Процесс
Во время работы сварочного полуавтомата без применения баллонного газа флюс в процессе сгорания создает облако защитного газа. Такие пары имеют свойство подниматься вверх, поэтому сварщику необходимо предусмотреть наличие вытяжной системы или обеспечить хорошее проветривание помещения.
После того как сварочный полуавтоматический аппарат приведен в рабочую готовность, движения электродом необходимо выполнять вдоль формируемого соединительного шва. Если предстоит соединить между собой толстые листы металла, то этот процесс выполняется в несколько слоев. Причем, чтобы избежать появления трещин на шве, нужно первый слой проваривать на низкой силе электротока. Формируется шов путем заполнения сварочной ванны расплавленным металлом. После того как полость сварочной ванны будет полностью заполнена, необходимо выключить подачу проволоки, остановить сварочный аппарат и выключить его из сети.
Чтобы работу можно было выполнять максимально удобно и эффективно, рекомендуется начинать сварочный процесс с верхнего сегмента соединяемых деталей, постепенно спускаясь вниз. При сгорании флюса образуется тепловая энергия и, поднимаясь вверх, она дает возможность постоянно держать одинаковый уровень температурного режима, необходимого для плавки металла. Чтобы удерживать постоянную плавку металла и формировать сварочную ванну, ручку держателя электрода рекомендуется немного наклонять кверху.
Горелка сварочного полуавтоматического аппарата должна быстро и плавно передвигаться вдоль соединительного шва, при этом нужно стараться не допустить появления наплывов расплавленного металла. С этой целью проволока должна поступать к передней кромке сварочной ванны.
Как варить полуавтоматом без газа, смотрите далее.
Особенности выбора сварочного полуавтомата для быта
Как правильно выбрать сварочный полуавтомат для дома?
Покупать полуавтомат для дома можно уверенно, так как подобный инструмент действительно будет полезен не только для дома, но и для выполнения ремонта собственного авто. На сегодняшний день приобрести качественный инвертор для дома можно в каждом магазине строительного инструмента. Агрегат оснащен всем необходимым функционалом для выполнения необходимых работ в быту, ремонта автомобиля.
Сделать правильный выбор и приобрести оптимальный вариант сварочного оборудования сориентирует условная классификация инструмента. Необходимо отметить, что аппараты для сварки небольших размеров предназначены исключительно для использования в домашних условиях. Есть более мощные модели, которые можно использовать не только в быту, но и для профессиональной сварки. Они отличаются большим количеством функциональных возможностей.
Полуавтоматический сварочный аппарат лучше рассматривать среди этих марок: Ресанта, Fubag, Aurora (при условии что вы ограничены в бюджете).
Есть профессиональная инверторная сварка с дополнительными функциями, мощным источником питания. Но между всеми перечисленными полуавтоматами есть некоторые отличия:
- Разная мощность
- Разные периоды рабочего цикла
- Отличается стоимость
Обычно в быту полуавтоматическая сварка используется очень редко, а сам инструмент эксплуатируется непродолжительное время. В таком случае, конечно же, лучше приобретать именно бытовые сварочные полуавтоматы, меньшей мощности, которые будут стоить на порядок дешевле. Характерная особенность подобных устройств – это непрерывная работа составляет всего около 15-ти минут, после чего инструменту нужно дать отдохнуть на протяжении часа.
Если необходим бытовой сварочный инвертор для выполнения более продолжительных работ, лучше рассматривать более профессиональные варианты. Более дорогие модели способны работать без перерыва на протяжении нескольких часов, у них лучшая производительность, больше функциональных возможностей.
Но в любом случае на качество сварного шва будет влиять не стоимость приобретенного оборудования, а собственный опыт сварщика.
Важные параметры при выборе сварочного полуавтомата
Узнав разновидности аппаратов и возможности работы с газами перейдем к ключевым параметрам. Чтобы понять какой сварочный полуавтомат лучше купить для гаража или домашней мастерской стоит разобраться в четырех характеристиках, влияющих на возможности по сварке.
Диаметр проволоки и сварочный ток
Выбирая сварочный полуавтомат нужно отталкиваться от толщины свариваемого металла. Для кузовных элементов авто или ремонта корпусов электрического оборудования нужна малая сила тока и небольшой диаметр проволоки, чтобы избегать прожогов. Если выбрать маломощный аппарат, то он не проплавит стороны, а лишь наложит расплавленный металл сверху, что не будет иметь удерживающей силы. При мощном полуавтомате, но малом диаметре проволоки последняя расплавится не успев достигнуть соединяемые детали.
Вот примерная таблица подбора режима сварки полуавтоматом:
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 — 30 |
| 1.2-2.0 | 0.8 | 45 — 100 |
| 2.5-4.0 | 1.0-1.2 | 120 — 200 |
| 5.0-8.0 | 1.6 | 150 — 350 |
| 9.0-20.0 | 1.6 | 300 — 500 |
Следовательно, если в приоритете сварка емкостей и листовой стали с толщиной до 2 мм, то достаточно самой простой модели с силой тока 150 А и катушкой с проволокой диаметром 0.8 мм. Но заварить швеллер таким полуавтоматом уже не получится. Если в перспективе предстоит варить различные по толщине металлы, то лучше выбрать модель с большим диапазоном и возможностью устанавливать проволоку разного диаметра.
Напряжение питающей сети
Немаловажно при выборе полуавтомата учитывать и параметры сети. Бытовые модели на 220 В можно подключить в мощную переноску и варить во дворе дома или гараже
Но они ограничены пределом силы тока в 250 А. Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны.
Но для частного дома и дачи стоит учесть еще и возможность варить при пониженном напряжении. Когда ток падает с 220 до 190 В и ниже, то некоторые аппараты просто «не тянут», дуга еле горит, а металл в сварочной ванне вместо жидкого похож на пластилин
Тогда нужно обращать внимание на модели с диапазоном входящего напряжения 140-230 или 170-230 В
Потребляемая мощность
Потребляемая мощность влияет на производительность и оказываемую нагрузку на сеть. Для бытовых нужд лучше выбирать полуавтоматы с мощностью 3-4 кВт. Это поможет не спалить розетку от перегрева, автомат не будет выбивать, а показателя хватит, чтобы проварить листовой металл или уголок толщиной до 3 мм.
Если в гараже предусмотрено небольшое производство по изготовлению дверей и ворот, то нужен более мощный автомат и проводка. Тогда можно выбрать агрегат на 5-6 кВт, расширяющий возможности по сварке. Для частных цехов используют оборудование от 7 кВт.
Учитывая показатель мощности стоит помнить, что ее рабочее значение немного ниже потребляемого. Изначально нужно предусматривать запас в 20%, но если в доме частые просадки сети, то этот запас должен быть еще больше.